

Dom
>
Produkt > Urządzenia i instrumenty elektroniczne > Urządzenia kuchenne > Forma do robienia lodu
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny








Forma do robienia lodu
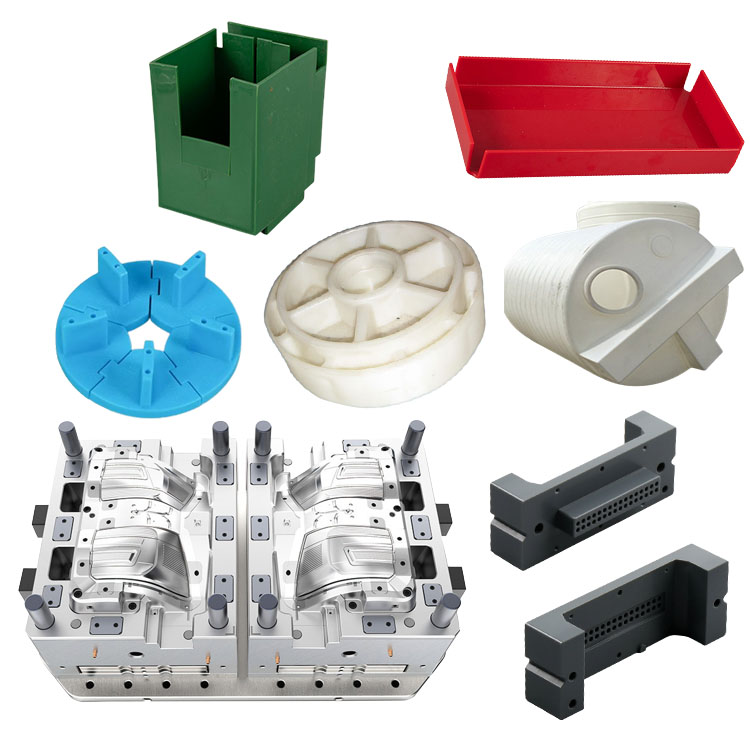
Ningbo (P&M) Plastic Metal Products Co., Ltd. ma 17 lat doświadczenia w technologii produkcji form i może dostosować formowanie kostkarek do lodu. Świadczymy profesjonalne usługi w zakresie formowania kostek lodu i jesteśmy profesjonalnym producentem formowania kostek lodu. Mamy wystarczające doświadczenie w doborze surowców produktowych i materiałów na formy. W procesie dostosowywania formowania kostkarki do lodu nasza fabryka może zapewnić kompleksową obsługę. Posiadamy możliwości projektowe i produkcyjne związane z formowaniem kostek lodu, takie jak: projektowanie CAD, produkcja form, formowanie wtryskowe, produkcja wyrobów z tworzyw sztucznych, montaż i inne technologie.
Wyślij zapytanie
Opis produktu
Ponadto nasza firma nawiązała współpracę z dostawcami surowców tworzyw sztucznych, producentami poligrafii itp., aby zapewnić dostawy surowców i jakość druku. Dzięki naszemu bogatemu doświadczeniu i doskonałemu łańcuchowi dostaw nasza firma może zapewnić klientom wysokiej jakości niestandardowe produkty do formowania kostek lodu, aby spełnić ich specyficzne potrzeby. Jednocześnie mamy 10 lat profesjonalnego doświadczenia w obsłudze handlu zagranicznego, rozumiemy proces handlu zagranicznego i lepiej obsługujemy naszych klientów. W przypadku produktów do formowania kostek lodu możemy wykonać odpowiednie części z tworzyw sztucznych, co odbywa się głównie za pomocą form wtryskowych.




Plastikowa obudowa maszyn do lodu to wielkogabarytowy zespół formowany wtryskowo, który łączy w sobie estetykę, integralność strukturalną i odporność na środowisko. Składa się głównie z głównej obudowy, pokryw bocznych, pokrywy górnej, pojemnika na lód, tacy ociekowej, panelu drzwi, panelu sterowania, wspornika wlotu wody i innych komponentów. Środowisko pracy charakteryzuje się niskimi temperaturami i wysoką wilgotnością, częstymi cyklami termicznymi, długotrwałym narażeniem na wodę i kondensację oraz – w niektórych obszarach – wymogiem bezpieczeństwa w kontakcie z żywnością. Ponadto, biorąc pod uwagę duże wymiary, cienkie ścianki i liczne interfejsy montażowe obudowy, istnieją wyjątkowo rygorystyczne wymagania dotyczące stabilności wymiarowej po formowaniu, odporności na odkształcenia, odporności na pękanie wywołane kondensacją i estetyki powierzchni. Dlatego proces formowania wtryskowego musi skupiać się na zapobieganiu odkształceniom spowodowanym różnicami temperatur, zapewnieniu wodoodporności i odporności na pękanie naprężeniowe, zachowaniu bezpieczeństwa dopuszczonego do kontaktu z żywnością, uzyskaniu wykończenia o wysokim połysku i ułatwieniu stabilnej produkcji masowej. Konkretne, kluczowe kwestie dotyczące formowania przedstawiono poniżej.
Przy wyborze materiału priorytetem jest zgodność z warunkami pracy w niskiej temperaturze i wysokiej wilgotności. Typowe materiały stosowane w obudowach maszyn do lodu obejmują odporny na uderzenia ABS, żaroodporny ABS, modyfikowany PP i PP dopuszczony do kontaktu z żywnością. Widoczne elementy zewnętrzne — takie jak główna obudowa i panele drzwi — wykorzystują głównie ABS, który zapewnia wysoki połysk, dobrą sztywność, stabilny współczynnik skurczu (0,5–0,7%) i odporność na wypaczenia, dzięki czemu idealnie nadaje się do estetycznych części o dużej powierzchni. Elementy konstrukcyjne — takie jak osłony boczne, panele tylne i podstawy — zazwyczaj wykorzystują modyfikowany PP, który zapewnia doskonałą wytrzymałość, odporność na niskie temperatury, odporność na hydrolizę i opłacalność, a jednocześnie jest mniej podatny na pękanie naprężeniowe spowodowane kondensacją. Elementy mające bezpośredni kontakt z lodem i wodą — takie jak pojemnik na lód i tacka ociekowa — muszą być wykonane z PP przeznaczonego do kontaktu z żywnością, aby zapewnić zgodność z normami bezpieczeństwa żywności; oznacza to, że jest bezwonny, wolny od toksycznych odcieków i odporny na kruchość w niskich temperaturach. W przypadku niektórych modeli z najwyższej półki panele sterowania i wykończenia dekoracyjne mogą wykorzystywać stopy PC/ABS, które zapewniają zwiększoną odporność na uderzenia i skutecznie zapobiegają wybielaniu lub pękaniu spowodowanym wahaniami temperatury. Wreszcie, wszystkie materiały stosowane w obszarach mających kontakt z wodą muszą posiadać odporność na hydrolizę, aby zapobiec pęcznieniu, odbarwieniu lub pękaniu pod wpływem długotrwałego wilgotnego środowiska. Jeśli chodzi o obróbkę wstępną surowca: ABS i PC/ABS wykazują silną higroskopijność i muszą być suszone w temperaturze 80–90°C przez 3–4 godziny, przy zawartości wilgoci kontrolowanej poniżej 0,03%, aby zapobiec powstawaniu srebrnych smug, pęcherzyków lub matowych wykończeń podczas formowania. PP ma niską higroskopijność i nie wymaga intensywnego suszenia; jednakże w wilgotnym środowisku należy go podgrzać w temperaturze 70°C przez godzinę, aby usunąć ślady wilgoci na powierzchni.
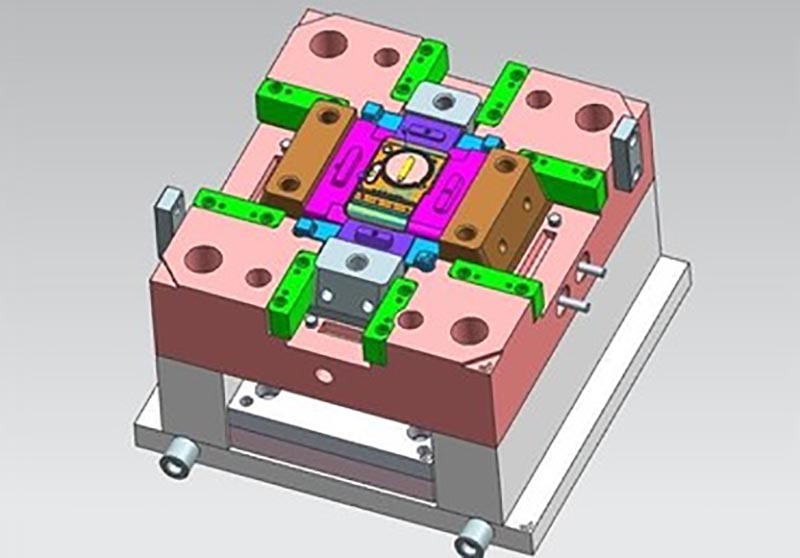
Projektowanie form koncentruje się na rozwiązywaniu problemów związanych z wypaczaniem dużych płaskich powierzchni, wyjmowaniem z formy, precyzją montażu i konstrukcjami drenażowymi. Obudowy kostkarek do lodu zazwyczaj charakteryzują się dużymi wymiarami, płytkimi wnękami, rozległymi płaskimi powierzchniami, licznymi zatrzaskami i wieloma otworami montażowymi. Linię podziału umieszcza się wzdłuż maksymalnego konturu – w szczególności unikając widocznych obszarów zewnętrznych – a luz zamykający formę jest kontrolowany w zakresie 0,02 mm, aby zminimalizować wypływki i zadziory. Wnęka formy i rdzeń są zbudowane ze stali formierskiej 718 lub S136, a ich powierzchnie są wypolerowane do wartości Ra wynoszącej 0,02–0,05 μm, aby zapewnić, że powierzchnia obudowy jest gładka, wolna od linii spawów i łatwa do czyszczenia. W przypadku obudów o dużej powierzchni żebra wzmacniające muszą być strategicznie rozmieszczone; grubość żeber należy kontrolować na poziomie 50–60% grubości głównej ściany, aby zapobiec odkształceniom spowodowanym różnicami temperatur i ciężarem własnym elementu podczas użytkowania. Wymiary formy muszą być precyzyjnie skompensowane w oparciu o stopień skurczu materiału – około 0,6% dla ABS i 1,3–1,8% dla PP – aby zapewnić jednolite szczeliny montażowe z agregatem chłodniczym, ramą drzwi i wykładziną wewnętrzną, zapobiegając w ten sposób wyciekom na zimno i luzom. W przypadku elementów z tworzyw sztucznych wyposażonych w struktury drenażowe, takich jak tace ociekowe i pojemniki do przechowywania lodu, wnęka formy musi być zaprojektowana z niewielkim kątem pochylenia, aby zapobiec gromadzeniu się i sklejaniu wody podczas wyjmowania z formy.
System wlewowy wykorzystuje przede wszystkim konfigurację gorących kanałów z wieloma punktami wtrysku; w dużych obudowach zastosowano zrównoważoną strategię wtrysku dwu- lub trzypunktowego, aby skrócić ścieżkę przepływu i zminimalizować linie spawów oraz naprężenia wewnętrzne. Stosowane są bramy podwodne lub boczne, umieszczane w ukrytych obszarach, aby uniknąć pogorszenia estetyki. Układ chłodzenia ma kluczowe znaczenie dla kontrolowania deformacji; kanały wodne rozmieszczone są równomiernie wzdłuż obrysu obudowy, z większym zagęszczeniem na dużych powierzchniach płaskich i w przekrojach grubościennych. Wahania temperatury formy są kontrolowane w zakresie ±3°C, aby zapewnić równomierne chłodzenie, redukując w ten sposób wypaczenia i naprężenia wewnętrzne. Szczególny nacisk należy położyć na projekt wentylacji; W narożach, końcach żeber i miejscach linii spawania należy wykonać rowki odpowietrzające o głębokości 0,02–0,03 mm, aby zapobiec uwięzieniu śladów wypalenia gazu, zwarć i pustych przestrzeni. W przypadku podcięć na bokach obudowy, takich jak zatrzaski, rowki i zaciski kablowe, do ciągnięcia rdzenia należy zastosować suwaki lub skośne podnośniki, aby zapewnić płynne wyjmowanie z formy bez powodowania śladów oporu lub wybielenia naprężeniowego.
Proces formowania wtryskowego koncentruje się na osiągnięciu stabilności wymiarowej, zapobieganiu odkształceniom, minimalizowaniu naprężeń wewnętrznych i zapewnieniu wykończenia powierzchni o wysokim połysku. Dobór sprzętu obejmuje wtryskarki o sile zwarcia 200–600 ton, wykorzystujące objętość wtrysku odpowiadającą 1,2–1,5-krotności masy produktu, aby zapewnić równomierną plastyfikację i stabilny przepływ wtrysku. Ustawienia temperatury są podzielone na segmenty: w przypadku materiału ABS temperatura cylindra jest ustawiona na 220–260°C, a temperatura formy na 50–70°C, aby poprawić jakość powierzchni i zmniejszyć naprężenia wewnętrzne; w przypadku materiału PP temperatura cylindra wynosi 190–220°C, a temperatura formy 40–60°C, aby zrównoważyć krystaliczność i zmniejszyć ryzyko odkształcenia w niskiej temperaturze. Prędkość wtrysku opiera się na trzystopniowym profilu kontroli: początkowa faza niskiej prędkości zapobiega rozpylaniu; faza średniej prędkości wypełnia główny korpus części; a końcowa faza niskiej prędkości utrzymuje stabilność ciśnienia, aby zapobiec uwięzieniu gazu i błysku.
Ciśnienie wtrysku ustala się w zakresie 80–130 MPa, dostosowywane w zależności od grubości ścianki i wymagań wymiarowych, przy czym w przypadku elementów obudowy o dużej powierzchni ciśnienie jest odpowiednio zwiększane. Ciśnienie docisku utrzymuje się na poziomie 60–75% ciśnienia wtrysku przez 12–25 sekund, w szczególności w celu kompensacji skurczu w punktach montażu i narożnikach, eliminując w ten sposób zapadnięcia i zagłębienia. Przeciwciśnienie jest ustawione na 3–6 MPa, aby poprawić jednorodność stopu i zapobiec różnicom kolorów lub smugom. Czas chłodzenia jest kontrolowany w zakresie 25–45 sekund, w zależności od grubości ścianki, aby zapewnić całkowite zestalenie produktu przed wyrzuceniem, zapobiegając w ten sposób deformacji i przyklejaniu się do formy. Wyrzucanie odbywa się za pomocą połączonej płyty wyrzutnika i systemu kołków, aby równomiernie rozłożyć siłę, zapobiegając wybielaniu naprężeniowemu lub wypukłym śladom na dużych płaskich powierzchniach.
Procedury przetwarzania końcowego i kontroli jakości są ściśle dostosowane do środowiska operacyjnego kostkarki do lodu. Po formowaniu usuwa się bramki, wypływkę i zadziory; części kosmetyczne są sprawdzane pod kątem zmian koloru, zadrapań, linii spawów i połysku powierzchni; podczas gdy elementy konstrukcyjne są sprawdzane pod kątem rozstawu otworów montażowych, płaskości i wytrzymałości zatrzasku. Tolerancje wymiarowe są kontrolowane w zakresie ±0,05–0,1 mm, aby zapewnić stabilny montaż. Testowanie niezawodności obejmuje: badanie kruchości w niskiej temperaturze – wytrzymywanie ekspozycji na środowisko o temperaturze -10°C przez 2–4 godziny bez pęknięć i deformacji; oraz badanie kondensacji — symulowanie środowisk o wysokiej wilgotności w celu sprawdzenia, czy nie występuje wybielanie pod wpływem stresu lub przesiąkanie wody. Komponenty przeznaczone do kontaktu z żywnością przechodzą specjalne testy zapachu i bezpieczeństwa, aby upewnić się, że są wolne od nieprzyjemnych zapachów i nie wydzielają substancji toksycznych.
Jeśli chodzi o zapobieganie i kontrolę typowych defektów: Wypaczenia na dużych, płaskich powierzchniach są często spowodowane nierównomiernym chłodzeniem lub niewłaściwym dociskiem; wymaga to optymalizacji układu kanałów chłodzących, wydłużenia czasu chłodzenia i dostosowania temperatury formy. Zapadnięte ślady i wgłębienia są zwykle wynikiem zbyt grubych żeber lub niewystarczającego nacisku; rozwiązania obejmują optymalizację projektu konstrukcyjnego i zwiększenie ciśnienia docisku. Srebrne smugi i zmętnienie powierzchni spowodowane są wilgocią w surowcu; dlatego należy egzekwować rygorystyczne protokoły suszenia. Widoczne linie spawów można złagodzić, zwiększając temperaturę formy i prędkość wtrysku, a także poprawiając wentylację. Wypływka (nadmiar materiału) jest spowodowana niewystarczającą siłą mocowania lub zużyciem formy; wiąże się to z koniecznością zwiększenia siły zwarcia i naprawy linii podziału formy. Pękanie w niskiej temperaturze jest często przypisywane nadmiernym naprężeniom wewnętrznym; problem ten można rozwiązać poprzez wyżarzanie lub zmniejszenie ciśnienia wtrysku.
Ogólnie rzecz biorąc, głównym celem formowania wtryskowego plastikowych obudów maszyn do lodu jest kontrolowanie odkształceń spowodowanych różnicami temperatur, zapobieganie pękaniu w wilgotnym środowisku, zapewnianie bezpieczeństwa dopuszczonego do kontaktu z żywnością i zwiększanie stabilności wymiarowej. Dzięki skrupulatnej, kompleksowej kontroli obejmującej materiały, projekt formy, parametry przetwarzania i kontrolę jakości, obudowę można zaprojektować tak, aby pozostawała wolna od deformacji, pęknięć i żółknięcia, nawet w warunkach niskiej temperatury, wysokiej wilgotności i długotrwałego narażenia na lód i wodę. Gwarantuje to, że produkt spełnia rygorystyczne wymagania dotyczące estetyki, trwałości i bezpieczeństwa, zarówno dla komercyjnych, jak i domowych maszyn do lodu.
Jesteśmy producentem form do kostek lodu, zapewniającym wysokiej jakości produkcję form do kostek lodu. Jeśli chcesz dostosowywać/rozwijać produkty do formowania kostek lodu, możesz nas znaleźć. Posiadamy profesjonalny projekt form wtryskowych i dojrzałą technologię produkcji, zapewniając kompleksową obsługę, od projektowania produktu - wytwarzania form - produkcji produktu - pakowania produktów - transportu produktów, możemy Ci pomóc w każdym łączu. Tak długo jak do nas przyjdziesz, zapewnimy Ci najwyższą jakość usług i usatysfakcjonujemy Cię pod względem jakości produktu, czasu produkcji, dialogu informacyjnego itp.
|
Nazwa produktu |
Formowanie bieżni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja formy |
+/-0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytowe - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka form - obróbka rdzenia - obróbka elektrody - System prowadnic obróbka - obróbka i zaopatrzenie części - akceptacja obróbki - wnęka proces obróbki powierzchni - tryb złożony Matryca - Całość powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłka próbki |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub ta sama różne produkty mogą być wytwarzane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wbijanie słowa, lustrzane wykończenie, powierzchnia matowa, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Główna technologia |
Frezowanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
System jakości |
ISO9001:2008 |
|
Ustal czas |
20 dni |
|
Sprzęt |
CNC, EDM, wycinanie Maszyna, maszyny z tworzyw sztucznych itp. Plastikowa forma do walizek Zhe Jiang |


Produkcja form wtryskowych tworzyw sztucznych

Specyfikacje formowania tworzyw sztucznych

Projekt formy:



Proces transakcji:

Testowanie pleśni:


Opakowanie produktu

Fabryka
Jesteśmy fabryką niestandardowych form plastikowych. Nasza fabryka jest producentem form wtryskowych z tworzyw sztucznych. mamy 17 lat doświadczenia w profesjonalnych niestandardowych formach plastikowych i 10 lat doświadczenia w handlu zagranicznym. Jesteśmy niestandardowym dostawcą form z tworzyw sztucznych. Możemy świadczyć niestandardową usługę form plastikowych. Nasza fabryka może wytwarzać części z tworzyw sztucznych formowane wtryskowo, a jakość produktów Cię zadowoli.
Mamy ponad 50 wysokiej klasy maszyn oraz setki inżynierów i projektantów. Możemy zapewnić kompleksową obsługę, od projektu produktu - wykonania form - produkcji produktu - pakowania produktu - transportu. Posiadamy kompletny łańcuch produkcyjny. Jesteśmy w stanie spełnić wszystkie Twoje wymagania.
Świadczone przez nas usługi:
Profesjonalne usługi w zakresie form niestandardowych, projektowanie i produkcja form z tworzyw sztucznych. produkcja wyrobów z tworzyw sztucznych, projektowanie produktów, projektowanie form, dostosowywanie form rozdmuchowych, dostosowywanie form rotacyjnych, dostosowywanie form do odlewania ciśnieniowego. Usługi druku 3D, usługi produkcji CNC, pakowanie produktów, opakowania niestandardowe, usługi wysyłkowe.










Zawsze przestrzegamy zasad jakości przede wszystkim. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.

Często zadawane pytania
P1: Czy jesteś firmą handlową lub producentem?
Odp .: Jesteśmy producentami.
Pytanie 2. Kiedy mogę otrzymać wycenę?
Odp.: Zwykle wyceniamy ofertę w ciągu 2 dni od otrzymania zapytania.
Jeśli jesteś bardzo pilny, zadzwoń do nas lub poinformuj nas o tym w e-mailu, abyśmy mogli najpierw wycenić dla Ciebie.
Pytanie 3. Jak długi jest czas realizacji formy?
Odp.: Wszystko zależy od wielkości i złożoności produktów. Zwykle czas realizacji wynosi 25 dni.
Pytanie 4. Nie mam rysunku 3D, jak mam rozpocząć nowy projekt?
Odp .: Możesz dostarczyć nam próbkę formowania, pomożemy Ci ukończyć projekt rysunku 3D.
Pytanie 5. Przed wysyłką, jak upewnić się, że jakość produktów?
Odp.: Jeśli nie przyjdziesz do naszej fabryki i nie masz strony trzeciej do kontroli, będziemy Twoim pracownikiem inspekcyjnym.
Dostarczymy Ci film przedstawiający szczegóły procesu produkcyjnego, w tym raport procesu, strukturę rozmiarów produktów i szczegóły powierzchni, szczegóły pakowania i tak dalej.
Pytanie 6. Jakie są warunki płatności?
Odp.: Płatność za formę: 40% depozytu przez T/T z góry, 30% drugiej płatności za formę przed wysłaniem pierwszych próbek próbnych, 30% salda formy po uzgodnieniu próbek końcowych.
B: Płatność produkcyjna: 50% depozytu z góry, 50% przed wysłaniem towaru końcowego.
P7: Jak sprawić, by nasza firma była długoterminowa i dobra?
O: 1. Utrzymujemy dobrą jakość i konkurencyjną cenę, aby zapewnić naszym klientom korzyści z produktów najwyższej jakości.
2. Szanujemy każdego klienta jako naszego przyjaciela i szczerze robimy interesy i zaprzyjaźniamy się z nimi, bez względu na to, skąd pochodzą.
Gorące Tagi: Formowanie kostek lodu, Chiny, producent, dostawca, fabryka, dostosowane, hurtownia, zakup, jakość, najnowsza sprzedaż, wyprodukowano w Chinach
Powiązana kategoria
Urządzenia audiowizualne
Urządzenia zdrowotne
Urządzenia domowe
Osobiste potrzeby
Urządzenia cyfrowe
Urządzenia kuchenne
Urządzenia łazienkowe
Przyjazne dla środowiska urządzenia
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








