

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowa forma > Formy soczewek do oświetlenia LED
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny





Formy soczewek do oświetlenia LED
Ningbo (P&M) ma 15 lat doświadczenia w technologii produkcji form do niestandardowych form do produktów z tworzyw sztucznych. Posiadamy certyfikaty ISO 9001. Zapewniamy profesjonalną obsługę form niestandardowych i jesteśmy profesjonalnym producentem form z tworzyw sztucznych. Mamy wystarczające doświadczenie w doborze surowców do produktów i doborze materiałów na formy. Doskonale zdajemy sobie sprawę z właściwości różnych materiałów oraz zalet i wad projektowania form. Naszym klientom polecimy odpowiednie materiały i fachowe doradztwo projektowe.
Wyślij zapytanie
Opis produktu
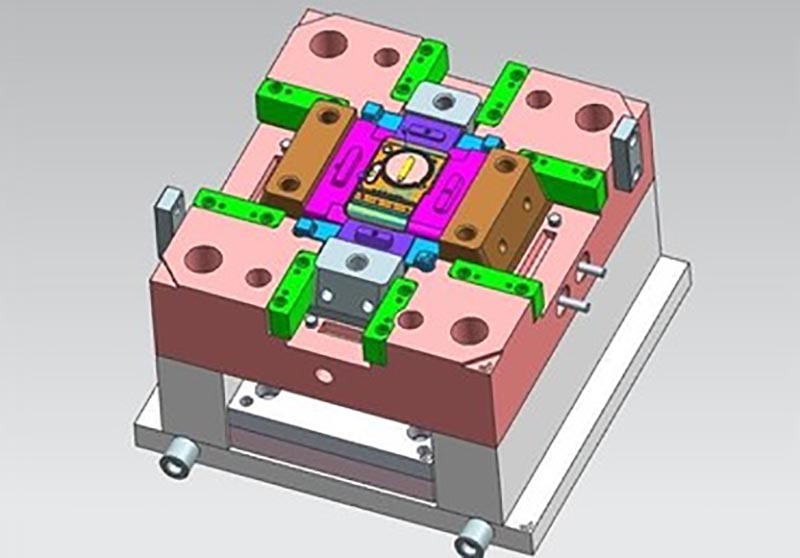
Dostarczamy wysoce wyspecjalizowane formy soczewek do oświetlenia LED. Naszą podstawową zaletą jest przejrzystość optyczna i precyzja, wykorzystanie stali S136 i uzyskanie lustrzanych wykończeń, aby zapewnić zerowe zniekształcenia światła. Projekt oprzyrządowania kontroluje lokalizację przewężki, aby zminimalizować defekty powierzchni. Ekspertyza materiałowa koncentruje się na przetwarzaniu PMMA i PC. Zapewnienie jakości obejmuje specjalistyczne testy powierzchni i kontrolę optyczną, gwarantując, że formy soczewek do oświetlenia LED zapewniają wysoką precyzję komponentów optycznych.




Przyjrzyjmy się kompleksowo i dogłębnie procesowi formowania wtryskowego PMMA (polimetakrylanu metylu, powszechnie znanego jako akryl lub plexi).
PMMA słynie z wyjątkowej przejrzystości optycznej, wysokiej twardości powierzchni, doskonałej odporności na warunki atmosferyczne i dobrej odporności chemicznej. Dzięki temu jest bardzo popularny w zastosowaniach wymagających wysokiej przezroczystości i estetyki, takich jak soczewki optyczne, światłowody, tylne światła samochodowe, osłony tablic przyrządów, obudowy wyświetlaczy i pojemniki na kosmetyki.
Proces formowania wtryskowego wymaga niezwykle dużej precyzji i czystości; wszelkie zaniedbania zostaną wyraźnie ujawnione w przezroczystym, gotowym produkcie.
Szczegółowe wyjaśnienie procesu formowania wtryskowego PMMA
Faza 1: Przygotowanie do formowania wstępnego (krytyczne)
Jest to najważniejszy krok w powodzeniu procesu formowania wtryskowego PMMA. Bez odpowiedniego przygotowania wszelkie późniejsze wysiłki pójdą na marne.
Wybór surowców i obróbka wstępna (krytyczne! Krytyczne! Krytyczne!)
Wybór materiału: Wybierz granulaty PMMA klasy do formowania wtryskowego w oparciu o wymagania produktu. Typowe gatunki obejmują CM-205 i CM-211 firmy Chimei oraz serię VR firmy Mitsubishi. Mogą być dostępne różne zmodyfikowane specyfikacje, w tym odporność na promieniowanie UV, właściwości antystatyczne i właściwości związane z dużą płynnością.
Suszenie i osuszanie: PMMA jest materiałem wysoce higroskopijnym, dlatego należy go traktować bardzo poważnie.
Dlaczego suszenie jest konieczne? Granulki PMMA pochłaniają wilgoć z powietrza podczas przechowywania i transportu. Jeśli te granulki zawierające wilgoć zostaną bezpośrednio wtryśnięte do formy, wilgoć odparuje w wysokich temperaturach, powodując powstanie nieusuwalnych srebrnych smug (srebrnych smug), pęcherzyków i mgły przypominającej chmurę. Może to również powodować hydrolizę polimeru, prowadzącą do zmniejszenia masy cząsteczkowej, kruchości i gwałtownego pogorszenia właściwości mechanicznych.
Proces suszenia: Należy zastosować suszarkę odwilżającą (konwencjonalne suszarki na gorące powietrze są nieskuteczne), susząc w sposób ciągły w temperaturze 80-90°C przez co najmniej 2-4 godziny. Zawartość wilgoci w wysuszonych granulkach musi wynosić poniżej 0,03% (idealnie <0,02%).
Uwaga: Wysuszony granulat szybko odzyskuje wilgoć pod wpływem powietrza. Dlatego lej suszący powinien być podłączony bezpośrednio do wlotu wtryskarki i szczelnie zamknięty. Jeżeli maszyna nie jest używana przez ponad 30 minut, może zaistnieć potrzeba ponownego osuszenia zbiornika.
Przygotowanie formy
Projekt formy: Powierzchnia wnęki musi być wypolerowana na lustro (#10000 lub wyższa pasta diamentowa). Wszelkie drobne zadrapania zostaną odtworzone na powierzchni części. Prowadnice i zasuwy powinny być gładkie, wolne od punktów stagnacji i minimalizować ślady spawów.
Czyszczenie formy: Przed zamknięciem formy należy dokładnie przetrzeć wnękę bezpyłową ściereczką, alkoholem o wysokiej czystości lub dedykowanym środkiem do czyszczenia form. Wszelkie ślady kurzu, oleju, wilgoci lub pozostałości poprzedniej formy mogą spowodować śmiertelne wady.
Kontroler temperatury formy (kontrola temperatury formy): Przygotowany do wstępnego podgrzewania i utrzymywania formy w optymalnej temperaturze (zwykle 60-80°C).
Faza 2: Cykl formowania wtryskowego (dokładna kontrola)
Parametry procesu ustalane są w oparciu o zasadę „delikatności i równomierności”, unikając wszelkich ostrych operacji, które mogłyby spowodować rozkład materiału lub naprężenia.
1. Zamknięcie formy
Forma jest zamykana pod wysokim ciśnieniem.
2. Ciśnienie wtrysku i trzymania
Temperatura beczki: PMMA ma wąski zakres temperatur przetwarzania, zwykle ustalany pomiędzy 210-270°C.
Zbyt niska temperatura: Stop ma słabą płynność, co skutkuje niepełnym wypełnieniem, śladami płynięcia powierzchniowego i zauważalnymi liniami spawów.
Zbyt wysoka temperatura (powyżej 280°C): Materiał może ulec rozkładowi, mogą pojawić się żółknięcia, bąbelki i czarne plamy.
Szybkość wtrysku: Zalecane są średnie lub niskie prędkości wtrysku.
Wysokie prędkości wtrysku mogą łatwo spowodować duże naprężenia ścinające, prowadzące do przegrzania ścinającego, miejscowego rozkładu materiału (powstawanie czarnych plamek) i porywania gazu.
Niskie prędkości wtrysku ułatwiają odgazowanie, redukując pęcherzyki i srebrne smugi, ale mogą również sprawić, że linie spawów będą bardziej zauważalne. Znalezienie równowagi zależy od struktury produktu. Zwykle stosuje się wieloetapowe formowanie wtryskowe, przy małych prędkościach napełniania w obszarach o grubych ściankach, aby ułatwić odgazowanie i dużych prędkościach wtrysku w obszarach o cienkich ścianach.
Ciśnienie trzymania: Stosuj średnie lub niskie ciśnienie trzymania i krótkie czasy trzymania. Zbyt wysokie ciśnienie docisku i długie czasy przetrzymywania mogą generować znaczne naprężenia wewnętrzne, czyniąc produkt podatnym na pękanie naprężeniowe podczas późniejszego użytkowania. Podstawowym celem utrzymywania ciśnienia jest kompensacja skurczu, a nie zagęszczanie produktu.
3. Chłodzenie
Temperatura formy: ma kluczowe znaczenie i ogólnie powinna być utrzymywana w przedziale 60-80°C.
Jeżeli temperatura formy jest zbyt niska, stopiony materiał szybko ochładza się w kontakcie z zimną ścianką formy, „zamrażając” łańcuchy molekularne. Skutkuje to słabą płynnością, słabymi liniami spawu i wyjątkowo wysokimi naprężeniami wewnętrznymi w produkcie.
Jeśli temperatura formy jest zbyt wysoka, czas chłodzenia ulega wydłużeniu, wydajność produkcji jest niska i może wystąpić sklejanie się formy.
Czas chłodzenia: Upewnij się, że produkt jest całkowicie schłodzony i uformowany, aby zapobiec deformacji podczas wyrzucania.
4. Otwieranie i wyrzucanie formy
PMMA jest kruchym materiałem o dużej twardości powierzchniowej. System wyrzutowy musi być zrównoważony i jednolity.
Unikaj używania ostrych kołków wypychaczy. Zaleca się stosowanie eżektorów wielkopowierzchniowych (stripów), bloków dociskowych lub wyrzutników wspomaganych gazem, aby zapobiec powstawaniu białych plam, pęknięć i widocznych śladów po wyrzutach.
Etap 3: Obróbka końcowa i kontrola
Demontaż bramy: Ostrożnie przetnij lub wybij bramę i prowadnice. Przycięte miejsca należy przeszlifować i wypolerować dla przywrócenia przezroczystości i estetyki.
Wyżarzanie (odprężanie — wysoce zalecane)
Cel: Eliminacja naprężeń wewnętrznych powstających podczas procesu formowania wtryskowego, znaczna poprawa odporności chemicznej produktu (zwłaszcza odporności na rozpuszczalniki) i stabilności wymiarowej oraz zapobieganie przyszłym pękaniom naprężeniowym.
Proces: Umieścić produkt w piecu z obiegiem powietrza, powoli podgrzać do 70-80°C (10-20°C poniżej temperatury odkształcenia termicznego), trzymać tam przez 2-4 godziny, a następnie powoli schłodzić do temperatury pokojowej. Szybkie nagrzewanie i chłodzenie spowoduje wprowadzenie nowych naprężeń.
Obróbka powierzchniowa (opcjonalnie):
Polerowanie: Produkty z niewielkimi skazami powierzchniowymi lub śladami wlewów są polerowane w celu przywrócenia lustrzanego wykończenia.
Twarda powłoka: Czasami przeprowadza się utwardzanie natryskowe w celu poprawy odporności powierzchni na zarysowania.
Pełna kontrola i pakowanie
Kontrola wyglądu: 100% kontrola przeprowadzana jest przy podświetlonym świetle kontrolnym, dokładnie sprawdzając wszelkie defekty, takie jak srebrne smugi, pęcherzyki, czarne plamy, zadrapania, skurcze, ślady spawów i zanieczyszczenia.
Kontrola wymiarowa: Użyj suwmiarki, projektorów i innych narzędzi do sprawdzenia krytycznych wymiarów.
Kontrola wydajności: Testy takie jak przepuszczalność światła i zamglenie.
Pakowanie: Przedmioty należy izolować i pakować pojedynczo, używając miękkich materiałów (takich jak worki PE, podkładki piankowe lub przekładki papierowe), aby zapobiec zarysowaniu. Operatorzy muszą nosić rękawice.
Jesteśmy producentem formowania wtryskowego PMMA, zapewniającym wysokiej jakości produkcję metodą wtrysku PMMA. Jeśli chcesz dostosowywać/rozwijać produkty do formowania wtryskowego PMMA, możesz nas znaleźć. Posiadamy profesjonalny projekt form wtryskowych i dojrzałą technologię produkcji, zapewniając kompleksową obsługę, od projektowania produktu - wytwarzania form - produkcji produktu - pakowania produktów - transportu produktów, możemy Ci pomóc w każdym łączu. Tak długo, jak do nas przyjdziesz, zapewnimy Ci najwyższą jakość usług i zadowolimy Cię pod względem jakości produktu, czasu produkcji, dialogu informacyjnego itp.
|
Nazwa produktu |
Formowanie bieżni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja formy |
+/-0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytowe - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka form - obróbka rdzenia - obróbka elektrody - System prowadnic obróbka - obróbka i zaopatrzenie części - akceptacja obróbki - wnęka proces obróbki powierzchni - tryb złożony Matryca - Całość powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłka próbki |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub ta sama różne produkty mogą być wytwarzane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wbijanie słowa, lustrzane wykończenie, powierzchnia matowa, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Główna technologia |
Frezowanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
System jakości |
ISO9001:2008 |
|
Ustal czas |
20 dni |
|
Sprzęt |
CNC, EDM, wycinanie Maszyna, maszyny z tworzyw sztucznych itp. Plastikowa forma do walizek Zhe Jiang |


Produkcja form wtryskowych tworzyw sztucznych

Specyfikacje formowania tworzyw sztucznych

Projekt formy:



Proces transakcji:

Testowanie pleśni:


Opakowanie produktu

Fabryka
Jesteśmy fabryką niestandardowych form plastikowych. Nasza fabryka jest producentem form wtryskowych z tworzyw sztucznych. mamy 17 lat doświadczenia w profesjonalnych niestandardowych formach plastikowych i 10 lat doświadczenia w handlu zagranicznym. Jesteśmy niestandardowym dostawcą form z tworzyw sztucznych. Możemy świadczyć niestandardową usługę form plastikowych. Nasza fabryka może wytwarzać części z tworzyw sztucznych formowane wtryskowo, a jakość produktów Cię zadowoli.
Mamy ponad 50 wysokiej klasy maszyn i setki inżynierów i projektantów. Możemy zapewnić kompleksową obsługę, od projektu produktu - wykonania form - produkcji produktu - pakowania produktu - transportu. Posiadamy kompletny łańcuch produkcyjny. Jesteśmy w stanie spełnić wszystkie Twoje wymagania.
Świadczone przez nas usługi:
Profesjonalne usługi w zakresie form niestandardowych, projektowanie i produkcja form z tworzyw sztucznych. produkcja wyrobów z tworzyw sztucznych, projektowanie produktów, projektowanie form, dostosowywanie form rozdmuchowych, dostosowywanie form rotacyjnych, dostosowywanie form do odlewania ciśnieniowego. Usługi druku 3D, usługi produkcji CNC, pakowanie produktów, opakowania niestandardowe, usługi wysyłkowe.










Zawsze przestrzegamy zasad jakości przede wszystkim. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.

Często zadawane pytania
P1: Czy jesteś firmą handlową lub producentem?
Odp .: Jesteśmy producentami.
Pytanie 2. Kiedy mogę otrzymać wycenę?
Odp.: Zwykle wyceniamy ofertę w ciągu 2 dni od otrzymania zapytania.
Jeśli jesteś bardzo pilny, zadzwoń do nas lub poinformuj nas o tym w e-mailu, abyśmy mogli najpierw wycenić dla Ciebie.
Pytanie 3. Jak długi jest czas realizacji formy?
Odp.: Wszystko zależy od wielkości i złożoności produktów. Zwykle czas realizacji wynosi 25 dni.
Pytanie 4. Nie mam rysunku 3D, jak mam rozpocząć nowy projekt?
Odp .: Możesz dostarczyć nam próbkę formowania, pomożemy Ci ukończyć projekt rysunku 3D.
Pytanie 5. Przed wysyłką, jak upewnić się, że jakość produktów?
Odp.: Jeśli nie przyjdziesz do naszej fabryki i nie masz strony trzeciej do kontroli, będziemy Twoim pracownikiem inspekcyjnym.
Dostarczymy Ci film przedstawiający szczegóły procesu produkcyjnego, w tym raport procesu, strukturę rozmiarów produktów i szczegóły powierzchni, szczegóły pakowania i tak dalej.
Pytanie 6. Jakie są warunki płatności?
Odp.: Płatność za formę: 40% depozytu przez T/T z góry, 30% drugiej płatności za formę przed wysłaniem pierwszych próbek próbnych, 30% salda formy po uzgodnieniu próbek końcowych.
B: Płatność produkcyjna: 50% depozytu z góry, 50% przed wysłaniem towaru końcowego.
P7: Jak sprawić, by nasza firma była długoterminowa i dobra?
O: 1. Utrzymujemy dobrą jakość i konkurencyjną cenę, aby zapewnić naszym klientom korzyści z produktów najwyższej jakości.
2. Szanujemy każdego klienta jako naszego przyjaciela i szczerze robimy interesy i zaprzyjaźniamy się z nimi, bez względu na to, skąd pochodzą.
Gorące Tagi: Formy soczewek do oświetlenia LED, Chiny, producent, dostawca, fabryka, dostosowane, hurtownia, zakup, jakość, najnowsza sprzedaż, wyprodukowano w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








