

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowa forma > Pleśń do plastikowych zacisków
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny










Pleśń do plastikowych zacisków
Ningbo (P&M) Plastic Hardware Products Co. ma 15 -letnią technologię tworzenia pleśni do dostosowanej formy do zacisków z tworzyw sztucznych. Mamy certyfikaty ISO 9001. Zapewniamy profesjonalną niestandardową obsługę formy i jesteśmy profesjonalnym producentem tworzyw sztucznych. Mamy wystarczające doświadczenie w wyborze surowców produktu i wyborze materiałów pleśni. Jesteśmy świadomi właściwości różnych materiałów oraz zalet i wad projektowania formy. Polecamy naszym klientom odpowiednie materiały i profesjonalne porady projektowe.
Wyślij zapytanie
Opis produktu
Specjalizujemy się w niestandardowym rozwoju formy do zacisków z tworzyw sztucznych, produkcji komponentów z tworzyw sztucznych i opcjonalnych usług montażowych - nie gotowego handlu produktem. Nasze formy są zaprojektowane tak, aby odpowiadały unikalnym potrzebom plastikowych zacisków (np. STABALNA Siła Zacisk, elastyczna odporność ramienia, kompatybilność obrabia), z dopasowanymi wzorami, trwałej kompatybilności materiału i zoptymalizowanymi formowaniem wtryskowym w celu dostarczenia niezawodnych części zacisków z tworzyw sztucznych do ustalania przemysłowego, organizacji domowej, samochodowej i elektronicznej.






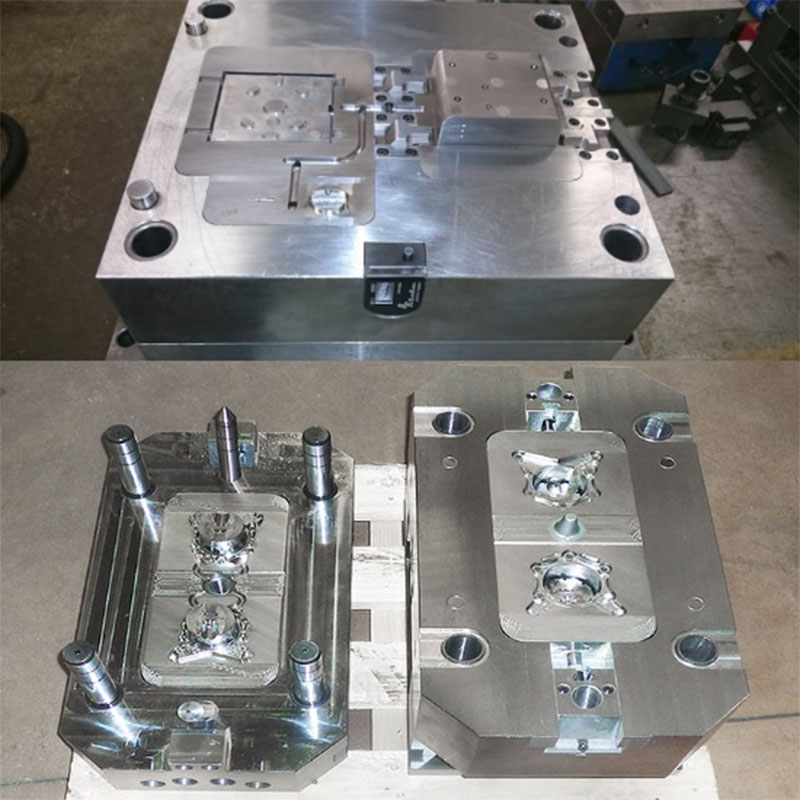
1. Niestandardowe struktury formu: dostosowane do wymagań dotyczących zacisków z tworzyw sztucznych
Zaciski z tworzyw sztucznych (np. Przemysłowe zaciski obrabiane, organizatorzy kabli domowych, motoryzacyjne zaciski wewnętrzne) wymagają elastycznych, ale trwałych ramion zacisków, precyzyjnego wyrównania szczęki i często antypoślizgowych/blokujących cech-nasze struktury pleśni są dostosowane do tych kluczowych wymagań:
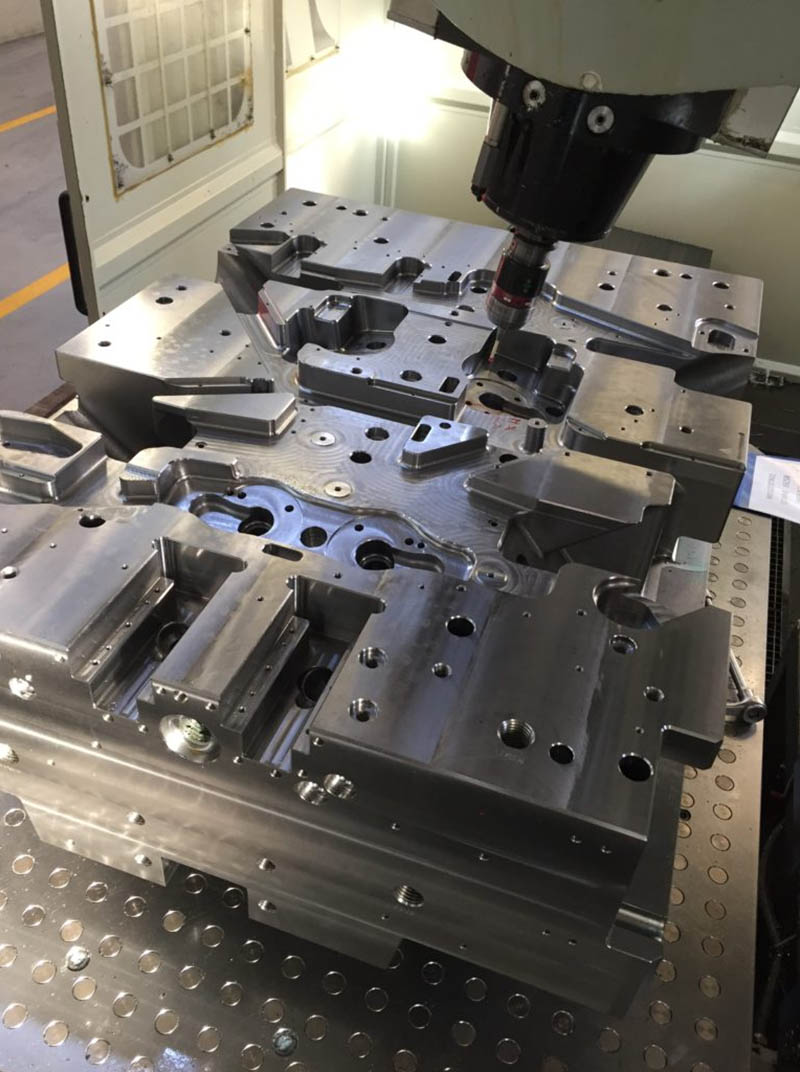
Wnęka i rdzeń: obrabiane za pośrednictwem bardzo precyzyjnego obróbki CNC (tolerancja tak ciasna jak ± 0,01 mm) w celu powtórzenia funkcji krytycznych:
Projekt odporności ramienia (grubość ramienia 0,8–2 mm, promień krzywizny zoptymalizowany dla ponad 10 000 cykli otwierania/zamykania) w celu utrzymania stałej siły zacisku (5–50N, regulowana przez geometrię ramienia).
Precyzja wyrównania szczęki (tolerancja równoległości szczęki ± 0,02 mm, głębokość zęba/rowka 0,3–0,8 mm), aby zapewnić równomierne ciśnienie w elementach - w poślizgu lub uszkadzających delikatne elementy (np. Składniki elektroniczne).
Mechanizmy blokujące (np. Zęby zapadkowe z tolerancją na skok ± 0,01 mm, rowki z blokadą) dla regulowanej siły zacisku-zaciski przemysłowe wymagające stałego ciśnienia podczas przetwarzania.
Tekstury przeciwpoślizgowe (na wewnętrznych powierzchniach szczęki, 0,1–0,2 mm podniesionych kropek) w celu zwiększenia tarcia za pomocą normy, nawet w przypadku gładkich materiałów, takich jak plastik lub metal.
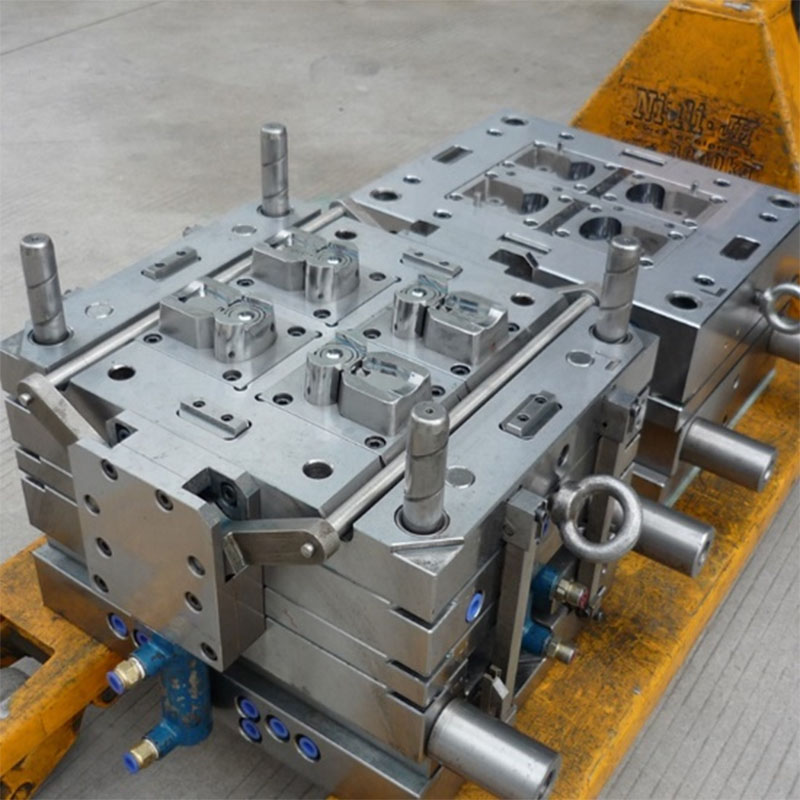
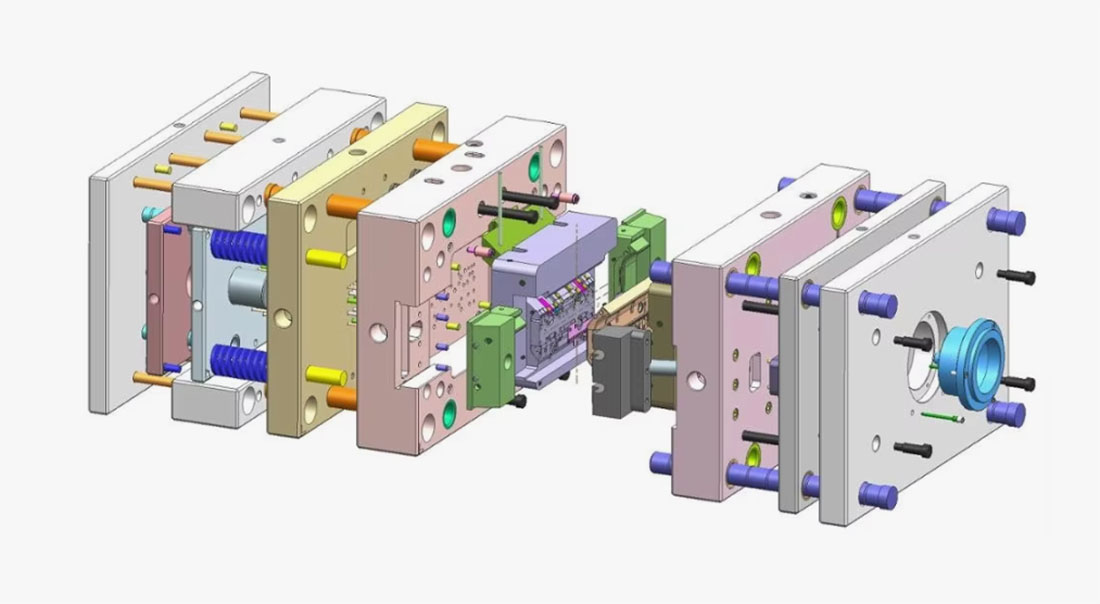
System bramkowania: zaprojektowany w celu uniknięcia osłabienia ramion zacisków i precyzji szczęki:
Bramy pinowe (umieszczone w uchwytach zacisków/obszarach nie odpornych) dla zacisków małych do średnich (np. Organizatorów kablowych)-minimalizuje linie spoiny w ramionach zacisków, co zmniejszyłoby elastyczność (główne ryzyko dla zacisków opartych na TPE/PP).
Systemy gorących biegaczy (dla dużych lub wielokrotnych zacisków, np. Przemysłowe zaciski objętościowe) w celu utrzymania stałej temperatury stopu-zmniejsza marnotrawstwo materiałowe o 15–20% i zapewnia równomierną grubość ramienia (krytyczne dla spójnej siły zacisku).
System chłodzenia: zoptymalizowany pod kątem asymetrycznych struktur ramionowych zacisków:
Ukierunkowane chłodzenie ramion (kanały chłodzenia 1–2 mm z powierzchni ramienia) w celu zachowania elastyczności - Rapidowe chłodzenie może sprawić, że ramiona jest łamliwe, a powolne chłodzenie zmniejsza wydajność produkcji; Zrównoważone cięcia chłodzące czas cyklu o 25–35%.
Jednolite chłodzenie zębów/rowków szczęki, aby uniknąć skurczu-zapasy deformacji cech przeciwpoślizgowych, które zagroziłyby uchwytem przedmiotu obrabianego.
System wyrzucania: skalibrowany w celu ochrony odporności ramienia i jakości szczęki:
Piny wyrzutu (ułożone w obszarach uchwytu/zamykania) z zaokrąglonymi końcówkami, aby uniknąć oznaczania ramion zaciśnięcia - nie zapewnia stężenia stresu, które mogłyby spowodować pęknięcie ramienia.
Płyty do striptizerki (dla dużych ramek) w celu równomiernego rozmieszczenia siły wyrzutowej - zaprzedają zginanie ramion zacisków, utrzymując ich odporność i konsystencję siły zaciskowej.
2. Odpowiednie materiały z tworzyw sztucznych: dopasowane do zastosowań z plastikowymi zaciskami
Plastikowe zaciski napotykają powtarzające się naprężenie mechaniczne (otwieranie/zamykanie), kontakt obrabia i czynniki środowiskowe - wybieramy materiały na podstawie odporności, trwałości i scenariuszy używania:
PP (polipropylen): Idealny do zacisków ogólnego przeznaczenia (np. Organizatory kablów domowych, lekkie zaciski obrabiane). Oferuje dobrą elastyczność (odzyskuje kształt po ponad 10 000 cykli), odporność chemiczną (na wodę, łagodne oleje) i opłacalność-podlegające niskiemu obciążeniu, scenariusze wewnętrzne (siła zacisku ≤15N).
TPU (termoplastyczna poliuretan): stosowany do elastycznych, wysokich zacisków (np. Elektroniczne zaciski komponentów, delikatne uchwyty przedmiotowe). Zapewnia wysoką elastyczność (brzeg 50–80) i doskonałe tarcia (współczynnik 0,4–0,6) - Gentle na obrabiarkach przy jednoczesnym zachowaniu stabilnego uchwytu, idealnego do zacisku kruche przedmioty, takie jak tablice obwodów lub szkło.
PA66 (Polyamid 66): Idealny do przemysłowych zacisków o wysokim obciążeniu (np. Zaciski mocujące obrabianie, zaciski samochodowe silnika). Ma wysoką wytrzymałość na rozciąganie (do 70 MPa) i odporność na ciepło (do 120 ° C) - wspiera siłę zacisku ≤50N i wytrzymuje temperatury przemysłowe, odpowiednie do zastosowań obróbki lub motoryzacyjnej.
ABS + TPE Blend: Świetne dla wielofunkcyjnych zacisków (np. Regulowanych organizatorów domowych). Łączy sztywną ramę ABS (dla stabilności strukturalnej) z miękkimi powierzchniami szczęki TPE (dla chwytania przeciwpoślizgowego)-równowaga trwałości i ochrony obrabiania, idealnego do użytku domowego/biura.
POM (polioksymetylen): odpowiednie do zacisków blokujących precyzyjne (np. Laboratoryjne zaciski próbki). Oferuje wysoką dokładność wymiarową (tolerancja mechanizmu blokującego ± 0,005 mm) i niskie tarcia - zapewnia gładkie, powtarzalne blokowanie/odblokowanie, krytyczne dla zastosowań wymagających precyzyjnej regulacji siły zaciskowej.
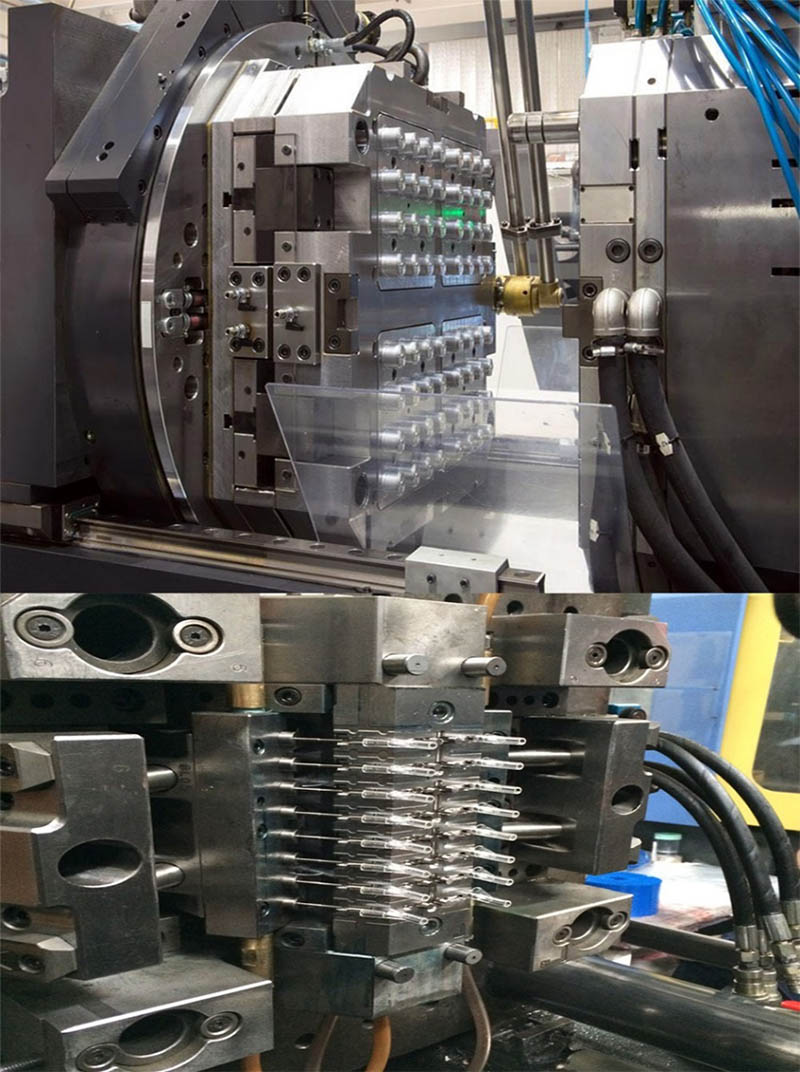
3. Proces formowania wtrysku: zoptymalizowany pod kątem jakości zacisków z tworzywa sztucznego
Nasz proces formowania wtryskowego jest dostosowany do odporności, przyczepności i precyzyjnych wymagań, z kluczowymi zaletami:
Spójność siły zaciskowej:
Parametry wtrysku (temperatura 180–260 ° C, ciśnienie 60–100 MPa) zoptymalizowane w celu zwiększenia jednorodności materiału - bez wewnętrznych pustek w ramionach zacisków, zapewniając, że każdy zacisk zapewnia stałą siłę (zmienność ≤10% w różnych partiach).
Testy sprężystości po urzesieniu (10 000 cykli otwierania/zamykania) w celu potwierdzenia odporności ramienia-klamry zachowują ≥80% siły początkowej, unikając „relaksacji”, która zmniejsza przyczepność z czasem.
Grip i precyzja szczęki:
Kontrola optyczna zębów/rowków szczęki w celu zapewnienia integralności cech przeciwpoślizgowych-szybkość określania powierzchni uchwytu utrzymywana poniżej 0,3%, krytyczna dla zapobiegania poślizgowi obrabianemu.
Wymiarowe kontrole mechanizmów blokujących (np. Parta zapadkowa) w celu zapewnienia płynnej regulacji - bez zablokowania lub niespójnej siły, co jest powszechnym problemem ze słabo formowanymi strukturami blokującymi.
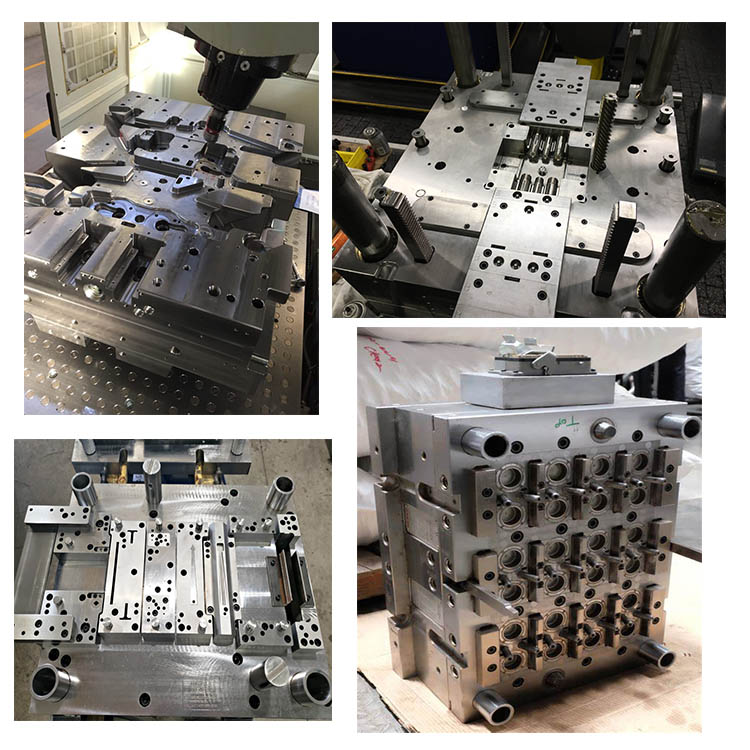
Wydajna produkcja:
Formy wielokrotnościowe (32–64 wnęki dla małych zacisków, np. Organizatory kablowe) maksymalizują produkcję-codzienna produkcja osiąga 80 000–120 000 komponentów, spełniając wymagania o dużej objętości.
Zautomatyzowane sortowanie i testowanie siły - realizowane są koszty pracy i zapewnia, że wysyłane są tylko kwalifikowane zaciski (siły spełniające/precyzyjne).
Optymalizacja kosztów:
Systemy gorących biegaczy zmniejszają marnotrawstwo materiałowe-szczególnie w przypadku materiałów o wysokich kosztach, takich jak TPU lub PA66, obniżanie kosztów na jednostkę o 12–18% dla dużych zamówień.
Zintegrowane formowanie funkcji blokowania/uchwytu-eliminuje przetwarzanie końcowe (np. Wtórne obróbkę zębów szczęki), skracając czas produkcji i koszty.
4. Nasze usługi: Poza formami - zaciski i montaż
Zapewniamy kompleksowe rozwiązania do produkcji zacisków z tworzyw sztucznych, a nie tylko formy:
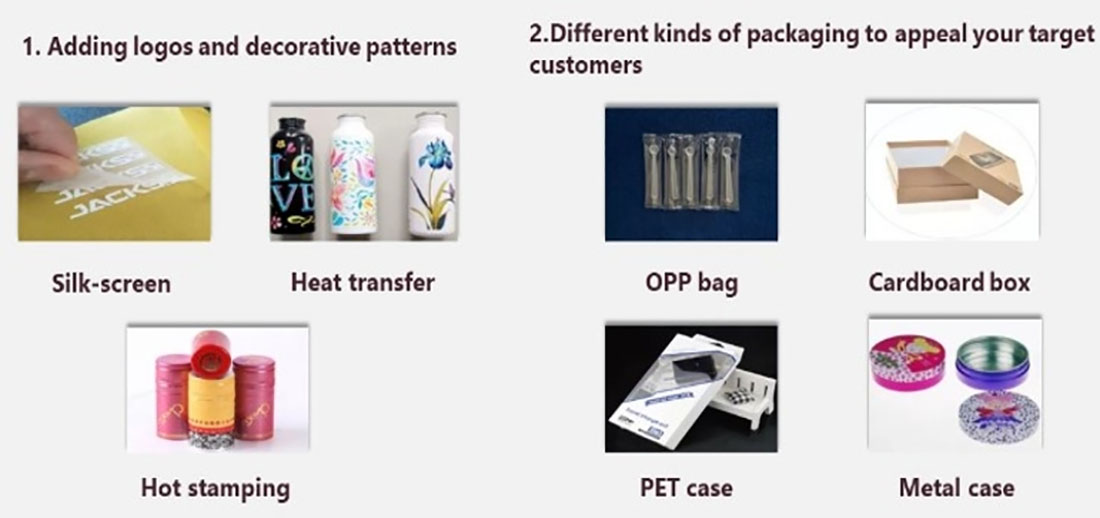
Produkcja zacisków z tworzywa sztucznego: Produkuj niestandardowe zaciski w różnych rozmiarach (od 5 × 10 mm do 150 × 80 mm), zakresy siły zacisków (5–50N) i konstrukcje (z/bez mechanizmów blokujących, pojedyncze/podwójne szczęki). Obsługuje niestandardowe kolory (kody RAL/Pantone) i zabiegi powierzchniowe (powłoka przeciwstatyczna do zacisków elektronicznych).
Zestaw wartości dodanej: opcjonalne usługi montażowe dla podpasek Clamp-np., Załączanie gumowych podkładek szczęki (dla ulepszonego uchwytu), zestaw zestawów zacisków z nawiasami montażowymi (do mocowania przemysłowego) lub integrujące sprężyny (dla siły regulowanej). Dostarcza gotowe do użycia podrodziny, oszczędzając czas produkcji.
Wsparcie w projekcie niestandardowym: Oferuj projekt 3D i szybkie prototypowanie (poprzez formowanie wtryskowe lub obróbkę CNC). Możemy wyprodukować 30–50 prototypowych zacisków w 2–3 dni, abyś testował siłę zacisku, odporność i wydajność przyczepności - optymując projekt formy przed masową produkcją.
Jesteśmy plastikowym producentem form i możemy zapewnić niestandardową obsługę formy, możemy wytwarzać formy wtryskowe, formy dmuchania, formy rotacyjne i formy odlewane.
W przypadku form niestandardowych wtrysku możemy zapewnić profesjonalne usługi formowania wtrysku wtrysku. Zwykle formowanie produkcji form wtrysku wtrystycznych jest wytwarzane przy użyciu technologii formowania wtryskowego. Materiały formy do form wtryskowych można wybrać z P20, 718, S136, H13 i tak dalej. Materiał pleśni odzwierciedla wymagania dotyczące żywotności pleśni i produktu.
W przypadku części wymagających produkcji formowania ciosu możemy również zapewnić profesjonalne niestandardowe usługi formowania ciosu.
|
Nazwa produktu |
Pleśń do plastikowych zacisków
|
|
Pls zapewnia |
2D, 3D, próbki lub wielkość Zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja pleśni |
+/- 0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytu - analiza przepływu pleśni - Walidacja projektu - materiały niestandardowe - przetwarzanie pleśni - przetwarzanie podstawowe - obróbka elektrody - system biegaczy Przetwarzanie - przetwarzanie części i zamówienia - akceptacja obróbki - wnęka Proces obróbki powierzchni - Tryb złożony - cała cała Powłoka powierzchniowa pleśni - płyta montażowa - Próbka pleśni - Test próbki - wysyłanie próbki |
|
Wnęka pleśni |
Jedna wnęka, wielokrotność lub ta sama Różne produkty są wytwarzane razem |
|
Materiał pleśni |
P20 2738,2344,718, S136 8407, NAK80, SKD61, H13 |
|
System biegaczy |
Hot Runner i Cold Runner |
|
Materiał podstawowy |
P20 2738,2344,718, S136 8407, NAK80, SKD61, H13 |
|
Skończyć |
Wrzeszcze słowo, lustrzane wykończenie, Matowa powierzchnia, rozbicia |
|
Standard |
Hasco, DME lub zależne od |
|
Główna technologia |
Miechanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, Pro-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.pps. |
|
System jakości |
ISO9001: 2008 |
|
Ustalić czas |
20 dni |
|
Sprzęt |
CNC, EDM, odcinanie Maszyna, maszyny z tworzyw sztucznych itp. Forma plastikowa Zhe Jiang |
Wykonanie formy wtrysku wtrysku z tworzywa sztucznego
1. Przekazujemy projekt produktu zgodnie z próbkami/rysunkami i twoimi wymaganiami.
2. Po potwierdzeniu projektu produktu wykonujemy konstrukcję formy, zapewniamy wszelkiego rodzaju formy wtryskowe, formy z ciosą, silikonowe formy, usługi formy odlewników.
3. Zamówienia, stalowe cięcie i formowanie podstawowe narzędzia.
4. Montaż MOLD
5. Kontrola, śledzenie i kontrolowanie przetwarzania pleśni.
Or
7. Twoje instrukcje i potwierdzenie wysyłki.
8. Przed pakowaniem formy przygotuj formę.
Specyfikacja formowania formowania formy wtrysku z tworzywa sztucznego
1. Profesjonalny producent, projekt, forma wtryskowa i stemplowanie formy Kontrola jakości
2. Bogaty eksport Doświadczenie wtrysku plastikowego i tłoczni
3. Rozsądna cena formy projektowej
4. Wnęki: pojedyncze lub zgodnie z Twoimi wymaganiami wnęki
5. Obróbka: S45C wstępne> 25HRC i azotowanie
6. Stal pleśni: wnęka, rdzeń i slajd: P20, 2738,2136 Dostępna baza:
7. Standard: Dem, Husky, dostępny
8. Hot Runner: Zgodnie z twoim popytem
9. Czas życia:> 300 tysięcy razy
10. Pakiet: Sklejna obudowa, farba przeciw roweru

Projektowanie formy :
Informacje, które musisz nam przekazać
1. Jeśli masz rysunki, rysunki 2D, rysunki 3D (najlepiej w formacie krokowym).
2. Jeśli nie ma rysunków, musisz zapewnić określoną długość, szerokość, wysokość i informacje o wadze. (Najlepiej wysłać nam próbki)
3. W przypadku wysyłania formy do twojego kraju lub opuszczenia formy w naszej fabryce, a my pomożemy Ci wyprodukować produkt.
4. Wymagania dotyczące materiału pleśni, wymagania numeru wnęki (możesz nam powiedzieć o wielkości maszyny do formowania wtrysku)
5. Wymagania dotyczące materiałów produktu i ilość produktu. (Możesz nam powiedzieć o użyciu produktu i możemy udzielić sugestii)

Proces transakcji:

Testowanie pleśni :
Po zakończeniu formy wykonuję test pleśni. Zwykle wykonanie trwa około 3-5 dni. Musimy złożyć formę, dostosować dane ciśnienia maszyny i wypróbować produkcję. Musimy sprawdzić, czy występują problemy podczas normalnej produkcji formy i dokonywać modyfikacji.


Opakowanie produktów
Pakowanie zgodnie z Twoimi potrzebami
1. Po powietrzu dostawa zajmuje 3-7 dni. Towary mogą być wysłane przez DHL, FedEx, UPS.
2. Biorąc morze, czas dostawy opiera się na twoim porcie.
Do krajów Azji Południowo-Wschodniej zajmuje około 5-12 dni
Kraje Bliskiego Wschodu zajmuje około 18-25 dni
Do krajów europejskich zajmuje około 20-28 dni
Do krajów amerykańskich zajmuje około 28-35 dni
Do Australii zajmuje około 10-15 dni
Dla krajów afrykańskich zajmuje około 30-35 dni.

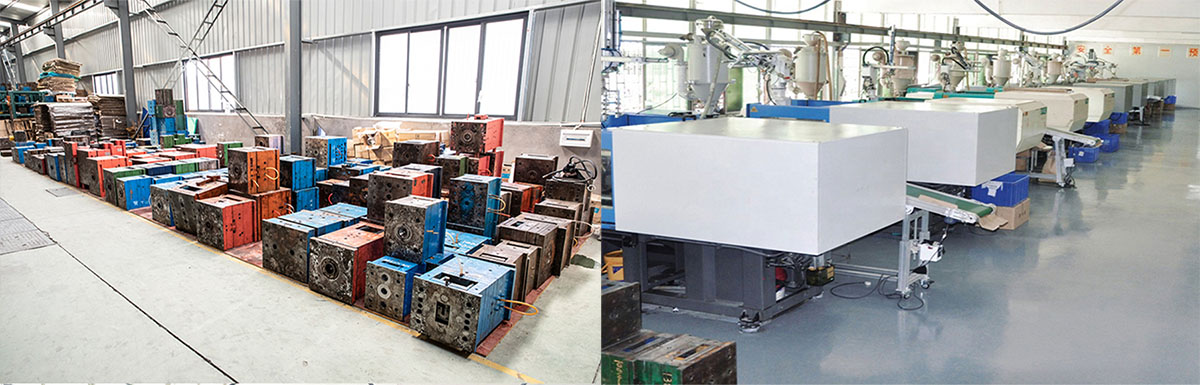
Fabryka
Wideo-1: (wideo fabryczne)
Wideo-2: (formowanie wtryskowe)
Wideo-3: (formowanie ciosu)
Wideo-4: (formowanie ciosu)
Wideo-5: (formowanie rolki)








Satysfakcja klienta jest naszym najważniejszym celem. Koncentrujemy się na komunikacji i współpracy z naszymi klientami, zawsze zwracamy uwagę na ich potrzeby i zapewniamy szybką reakcję i wysokiej jakości obsługę klienta. Nasza fabryka pleśni produkcji wtryskowej jest zaangażowana w nawiązanie długoterminowych relacji i zapewnienie, że nasi klienci otrzymają najlepszą obsługę posprzedażną podczas zakupu i korzystania z naszych produktów, a my zdecydowanie dołożymy wszelkich starań, aby rozwiązać wszelkie problemy dla naszych klientów.

FAQ
1. Kim jesteśmy?
Mamy siedzibę w Zhejiang w Chinach, start od 2014 r., Sprzedaj się do Ameryki Północnej (30,00%), Europy Południowej (10,00%), północna.
Europa (10,00%), Ameryka Środkowa (10,00%), Europa Zachodnia (10,00%), Mids Wschód (10,00%), Europa Wschodnia (10,00%), Ameryka Południowa (10,00%). W naszym biurze jest w sumie około 51-100 osób.
2. Jak możemy zagwarantować jakość?
Zawsze próbka przedprodukcyjna przed masową produkcją;
Zawsze końcowa kontrola przed wysyłką.
3. Co możesz od nas kupić?
Forma, produkt z tworzywa sztucznego, produkt metalowy, produkt dentystyczny, obróbka CNC.
4. Dlaczego miałbyś kupować od nas nie od innych dostawców?
Ningbo P&M Plastic Metal Product Co., Ltd. Mamy własnego inżyniera i fabryki. Dostawa jednokrotnego: projekt 3D - drukowanie 3D - tworzenie pleśni - wtrysk z tworzywa sztucznego.
5. Jakie usługi możemy świadczyć?
Zaakceptowane warunki dostawy: FOB, CFR, CIF, EXW, FCA, DDP, DDU;
Zaakceptowana waluta płatności: USD, EUR;
Przyjmowany typ płatności: T/T, L/C, PayPal, Western Union, Esprowa;
Język mówiono: angielski, chiński, hiszpański, francuski, rosyjski.
6. Jakie są cechy Twojej usługi?
1. Twoje zapytanie związane z naszymi produktami lub cenami zostanie odpowiedzone w ciągu 24 godzin.
2. Dobrze zawrtych i doświadczonych pracowników, aby odpowiedzieć na wszystkie zapytania w płynnym angielskim.
3. Oferowanie wsparcia w celu rozwiązania problemu w okresie aplikacji lub sprzedaży.
4. Ceny konkurencyjne oparte na tej samej jakości.
5. Gwarantuj próbki jakość samej jak jakość produkcji masowej.
Gorące Tagi: Pleśń na zaciski z tworzyw sztucznych, Chiny, producent, dostawca, fabryka, dostosowany, hurtowy, kupujący, jakość, najnowsza sprzedaż, wyprodukowana w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








