

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowe formowanie > Niestandardowe formowanie części z tworzywa sztucznego PP ABS
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny







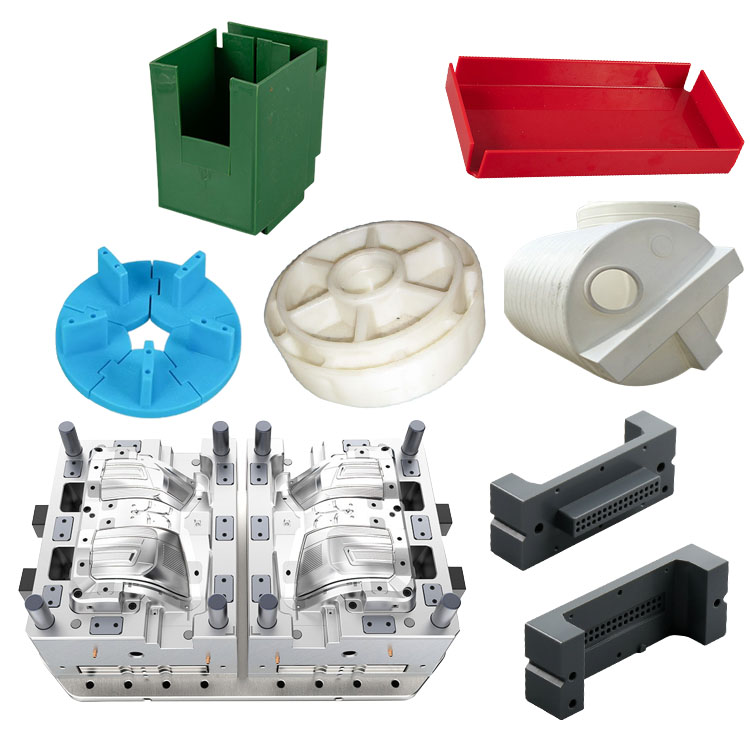
Niestandardowe formowanie części z tworzywa sztucznego PP ABS
Ningbo (P&M) Plastic Metal Products Co., Ltd. ma 17 lat doświadczenia w technologii produkcji form i może dostosować niestandardowe formowanie części z tworzyw sztucznych. Świadczymy profesjonalne, niestandardowe usługi formowania części z tworzyw sztucznych i jesteśmy profesjonalnym producentem niestandardowych formowania części z tworzyw sztucznych. Mamy wystarczające doświadczenie w doborze surowców produktowych i materiałów na formy. W procesie dostosowywania niestandardowego formowania części z tworzyw sztucznych, nasza fabryka może zapewnić kompleksową obsługę. Posiadamy możliwości projektowe i produkcyjne związane z formowaniem części z tworzyw sztucznych na zamówienie, takie jak: projektowanie CAD, produkcja form, formowanie wtryskowe, produkcja wyrobów z tworzyw sztucznych, montaż i inne technologie.
Wyślij zapytanie
Opis produktu
Ponadto nasza firma nawiązała współpracę z dostawcami surowców tworzyw sztucznych, producentami poligrafii itp., aby zapewnić dostawy surowców i jakość druku. Dzięki naszemu bogatemu doświadczeniu i doskonałemu łańcuchowi dostaw nasza firma może zapewnić klientom wysokiej jakości niestandardowe produkty do formowania części z tworzyw sztucznych, spełniające ich specyficzne potrzeby. Jednocześnie mamy 10 lat profesjonalnego doświadczenia w obsłudze handlu zagranicznego, rozumiemy proces handlu zagranicznego i lepiej obsługujemy naszych klientów. W przypadku niestandardowych produktów do formowania części z tworzyw sztucznych możemy wykonać odpowiednie części z tworzyw sztucznych, co odbywa się głównie za pomocą form wtryskowych.




Poniżej znajduje się praktyczny, kompleksowy przewodnik po kluczowych kwestiach związanych z niestandardową produkcją tworzyw sztucznych – opracowany bezpośrednio na podstawie doświadczeń z hali produkcyjnej. Wolny od żargonu i bzdur, omawia krytyczne punkty, które nieuchronnie napotkasz podczas opracowywania form, prototypowania i produkcji masowej. Przeczytaj go po kolei, a będziesz dobrze przygotowany na uniknięcie typowych pułapek.
**Podstawowe problemy do rozwiązania w przypadku niestandardowych części z tworzyw sztucznych**
**I. Wybór materiału (czynnik decydujący o sukcesie lub niepowodzeniu produktu)**
**Funkcja decyduje o materiale:** Nie opieraj swojego wyboru wyłącznie na koszcie.
* **Części estetyczne/zewnętrzne:** ABS, PC/ABS, PC
* **Części wysokotemperaturowe / konstrukcyjne:** PA6, PA66+GF (włókno szklane), PBT
* **Tanie części ogólnego przeznaczenia:** PP
* **Części miękkie w dotyku / formowane:** TPE, TPR
**Nieprawidłowy wybór materiału prowadzi do:** Kruchości/pękania, odkształcenia, słabej odporności na ciepło, błędów montażowych lub niezaliczenia testów produktu.
**Czy materiał wymaga modyfikacji?**
* Dodatki, takie jak włókno szklane, talk, środki zmniejszające palność, stabilizatory UV, modyfikatory niskotemperaturowe, związki dopuszczone do kontaktu z żywnością lub środki antystatyczne.
* **Uwaga:** Jeśli te wymagania nie zostaną określone wcześniej, późniejsza zmiana materiału jest w zasadzie równoznaczna z wykonaniem formy od nowa.
**Wymagania dotyczące wchłaniania wody i suszenia**
* **Należy wysuszyć:** PA, PC, ABS.
* **Nie wymaga suszenia:** PP, PE.
* **Niedoschnięcie prowadzi do:** Pęcherzyków, srebrnych smug i zmniejszonej wytrzymałości materiału.
**II. Projekt konstrukcyjny (gdzie występuje 90% pułapek)**
**Grubość ścianki musi być jednakowa**
* **Nagłe zmiany grubości prowadzą do:** Zapadnięć, pęcherzyków, wypaczeń i deformacji.
* **Grubość żeber:** Generalnie grubość żeber wzmacniających nie powinna przekraczać 0,6 do 0,7 grubości ściany głównej.
**Zawsze uwzględniaj kąty pochylenia (stożek)**
* **Minimum:** 0,5° do 1°. Głębsze ubytki i teksturowane powierzchnie wymagają większych kątów.
* **Bez kąta pochylenia =** Ślady/zarysowania spowodowane przeciągnięciem, wyblaknięcia pod wpływem naprężeń (ślady wypychacza), części przyklejone do formy lub części złomowane.
**Unikaj ostrych narożników i ostrych kątów**
* **Ostre rogi tworzą punkty koncentracji naprężeń:** Część staje się podatna na pękanie pod wpływem uderzenia (np. w przypadku upuszczenia).
* **Naroża wewnętrzne:** Powinny mieć minimalny promień (R) od 0,3 do 1 mm; w przypadku części estetycznych/zewnętrznych zaleca się R ≥ 1 mm.
**Zapewnij prawidłowe rozmieszczenie otworów, występów i połączeń zatrzaskowych**
* **Występy śrub:** Jeśli są zbyt wysokie, wymagają żeber wzmacniających.
* **Snap-Fits:** Jeśli podcięcie jest zbyt głębokie, wyrzucenie staje się trudne.
* **Otwory:** Umieszczone zbyt blisko krawędzi materiał jest podatny na pękanie.
* **Ostrzeżenie:** jeśli projekt konstrukcyjny jest wadliwy, nawet najdroższa forma nie będzie w stanie wyprodukować wysokiej jakości części.
**Minimalizuj podcięcia, suwaki i podnośniki**
* **Im bardziej złożone są te cechy:** Im droższa staje się forma, tym dłuższy jest cykl produkcyjny i tym niższa jest stopa plastyczności.
* **Uprość, ilekroć to możliwe:** W przeciwnym razie koszty narzędzi mogą łatwo się podwoić. III. Zagadnienia związane z pleśnią (określanie jakości i kosztów)
Żywotność formy i wybór stali
Prototypowanie / Produkcja małoseryjna: Formy aluminiowe, formy proste
Produkcja masowa na dużą skalę: stal 718H, P20, S136
Zła jakość stali formierskiej prowadzi do: nadmiernych zadziorów na produktach, niestabilności wymiarowej i krótkiej żywotności formy.
Liczba wnęk (liczba wnęk)
Im większa liczba wgłębień, tym niższa cena jednostkowa za część; jednakże koszt produkcji formy wzrasta.
W przypadku małych zamówień nie należy ślepo wybierać form wielogniazdowych, ponieważ skutkuje to zmarnowanymi wydatkami.
Lokalizacja i rozmiar bramy
Nieprawidłowa konstrukcja bramy może prowadzić do:
Odsłonięte włókna (pływak włókien), linie spawów, ślady zapadnięć, ślady płynięcia i zwarcia (niepełne wypełnienie).
W przypadku części kosmetycznych położenie bramy musi być ukryte.
Projekt kanału chłodzącego (czy jest zoptymalizowany?)
Słabe kanały chłodzące → Nierównomierne chłodzenie → Poważne wypaczenia i deformacje.
Jest to czynnik krytyczny w przypadku części i komponentów kosmetycznych o rygorystycznych wymaganiach wymiarowych.
Wentylacja (czy wystarczy?)
Słaba wentylacja → Ślady przypaleń, krótkie strzały, uwięzione powietrze i słabe linie spawów.
Odpowietrzanie jest obowiązkowe w przypadku głębokich żeber, obszarów ślepych i punktów zbieżności przepływu materiału.
IV. Problemy z procesem formowania wtryskowego (wpływające na wygląd i wytrzymałość)
Dopasowanie temperatury, ciśnienia i prędkości
Zbyt wysoka temperatura: degradacja materiału, odbarwienie, kruchość
Zbyt niska temperatura: Krótkie strzały, linie płynięcia na zimno, widoczne linie spawów
Czas utrzymywania ciśnienia a czas chłodzenia
Niewystarczający docisk: ślady opadania, zbyt małe wymiary
Niewystarczające chłodzenie: Odkształcenie wyrzutowe, części pozostają miękkie
Specjalne uwagi dotyczące materiałów wzmocnionych włóknem szklanym
PA+GF (nylon) i PP+GF są podatne na: Odsłonięte włókna, wypaczenie i przyspieszone zużycie formy.
Jeśli parametry przetwarzania będą nieprawidłowe, jakość kosmetyku może zostać całkowicie zniszczona.
V. Problemy wymiarowe i skurczowe (najczęstsze pułapki)
Wszystkie tworzywa sztuczne wykazują skurcz
ABS: 0,4% – 0,7%
PP: 1,5% – 2,5%
PA+GF: 0,3% – 0,8%
Jeśli wymiary formy nie uwzględniają skurczu → Gotowe części będą za małe i nie będą pasować podczas montażu.
Tolerancje montażowe muszą być zastrzeżone
Typowe odstępy między zespołami obudów wahają się od 0,1 mm do 0,3 mm.
Niezarezerwowanie tego luzu skutkuje: Pasowaniami, które są zbyt ciasne (uniemożliwiające montaż) lub pasowaniami, które są zbyt luźne (tworząc nadmierne szczeliny). VI. Problemy z wyglądem i wykończeniem powierzchni
Widoczne powierzchnie muszą być wolne od śladów opadania, linii przepływu, zadziorów i śladów po trzpieniu wypychacza.
Są to wady konstrukcyjne lub produkcyjne, które są niezwykle trudne do naprawienia po produkcji.
Określ wykończenie powierzchni z wyprzedzeniem
Malowanie, sitodruk, grawerowanie laserowe, galwanizacja, teksturowanie, wykończenie matowe, wykończenie na wysoki połysk.
Różne procesy nakładają różne wymagania na formę; nieokreślenie ich z wyprzedzeniem będzie skutkować koniecznością przeróbki.
Kontrola różnicy kolorów
Mogą wystąpić różnice kolorystyczne pomiędzy różnymi partiami produkcyjnymi lub różnymi maszynami.
W przypadku produkcji masowej należy zachować próbki referencyjne i zastosować przedmieszkę określonego koloru.
VII. Problemy ze stabilnością produkcji masowej
Kontrola pierwszego artykułu (FA) jest obowiązkowa.
Należy zweryfikować wymiary, wygląd, dopasowanie montażowe i wytrzymałość konstrukcyjną.
Oszacowanie stopy zwrotu
W przypadku produktów o złożonej strukturze lub wysokich wymaganiach estetycznych stopa plastyczności może wynosić zaledwie 70–80%.
W ofercie należy uwzględnić przewidywany wskaźnik defektów.
Spójność między partiami
Słaba precyzja formy prowadzi do niespójności wymiarowych pomiędzy partiami, co może spowodować, że części będą niemożliwe do złożenia.
VIII. Kwestie kosztów i czasu realizacji
Nie porównuj cen jednostkowych osobno; wziąć pod uwagę całkowity koszt.
Koszty form + opłaty za formowanie wtryskowe + obróbka końcowa + wysyłka + straty spowodowane wadami.
Oferty o niskiej cenie często kryją w sobie ukryte pułapki wiążące się z dodatkowymi kosztami na późniejszym etapie procesu.
Prototypowanie ≠ Produkcja masowa
Prototyp może wyglądać dobrze, ale nie gwarantuje się stabilności produkcji masowej; struktura formy jest czynnikiem krytycznym.
Harmonogram czasu realizacji
Produkcja form: Zwykle 12–25 dni.
Prototypowanie/próbkowanie: 3–7 dni.
Produkcja masowa: 5–15 dni.
Zamówienia pilne wymagają wcześniejszej komunikacji i ustaleń.
IX. Problemy z testowaniem i zgodnością (szczególnie w przypadku wprowadzenia produktu na rynek)
Testy wytrzymałościowe (testy upadku, testy ściskania)
Cykl w wysokiej/niskiej temperaturze
Wskaźniki ognioodporności (obowiązkowe w przypadku produktów elektrycznych)
Testowanie LZO / zapachu (dla produktów motoryzacyjnych i wewnętrznych)
Zgodność z RoHS / REACH (obowiązkowa w przypadku produktów eksportowych)
Nieprzeprowadzenie niezbędnych testów może uniemożliwić wysyłkę produktu.
Jesteśmy producentem niestandardowych formowania części z tworzyw sztucznych, zapewniającym wysokiej jakości produkcję niestandardowych formowania części z tworzyw sztucznych. Jeśli chcesz dostosować/opracować niestandardowe produkty do formowania części z tworzyw sztucznych, możesz nas znaleźć. Posiadamy profesjonalny projekt form wtryskowych i dojrzałą technologię produkcji, zapewniając kompleksową obsługę, od projektowania produktu - wytwarzania form - produkcji produktu - pakowania produktów - transportu produktów, możemy Ci pomóc w każdym łączu. Tak długo jak do nas przyjdziesz, zapewnimy Ci najwyższą jakość usług i usatysfakcjonujemy Cię pod względem jakości produktu, czasu produkcji, dialogu informacyjnego itp.
|
Nazwa produktu |
Formowanie bieżni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja formy |
+/-0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytowe - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka form - obróbka rdzenia - obróbka elektrody - System prowadnic obróbka - obróbka i zaopatrzenie części - akceptacja obróbki - wnęka proces obróbki powierzchni - tryb złożony Matryca - Całość powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłka próbki |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub ta sama różne produkty mogą być wytwarzane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wbijanie słowa, lustrzane wykończenie, powierzchnia matowa, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Główna technologia |
Frezowanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
System jakości |
ISO9001:2008 |
|
Ustal czas |
20 dni |
|
Sprzęt |
CNC, EDM, wycinanie Maszyna, maszyny z tworzyw sztucznych itp. Plastikowa forma do walizek Zhe Jiang |


Produkcja form wtryskowych tworzyw sztucznych

Specyfikacje formowania tworzyw sztucznych

Projekt formy:



Proces transakcji:

Testowanie pleśni:


Opakowanie produktu

Fabryka
Jesteśmy fabryką niestandardowych form plastikowych. Nasza fabryka jest producentem form wtryskowych z tworzyw sztucznych. mamy 17 lat doświadczenia w profesjonalnych niestandardowych formach plastikowych i 10 lat doświadczenia w handlu zagranicznym. Jesteśmy niestandardowym dostawcą form z tworzyw sztucznych. Możemy świadczyć niestandardową usługę form plastikowych. Nasza fabryka może wytwarzać części z tworzyw sztucznych formowane wtryskowo, a jakość produktów Cię zadowoli.
Mamy ponad 50 wysokiej klasy maszyn oraz setki inżynierów i projektantów. Możemy zapewnić kompleksową obsługę, od projektu produktu - wykonania form - produkcji produktu - pakowania produktu - transportu. Posiadamy kompletny łańcuch produkcyjny. Jesteśmy w stanie spełnić wszystkie Twoje wymagania.
Świadczone przez nas usługi:
Profesjonalne usługi w zakresie form niestandardowych, projektowanie i produkcja form z tworzyw sztucznych. produkcja wyrobów z tworzyw sztucznych, projektowanie produktów, projektowanie form, dostosowywanie form rozdmuchowych, dostosowywanie form rotacyjnych, dostosowywanie form do odlewania ciśnieniowego. Usługi druku 3D, usługi produkcji CNC, pakowanie produktów, opakowania niestandardowe, usługi wysyłkowe.










Zawsze przestrzegamy zasad jakości przede wszystkim. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.

Często zadawane pytania
P1: Czy jesteś firmą handlową lub producentem?
Odp .: Jesteśmy producentami.
Pytanie 2. Kiedy mogę otrzymać wycenę?
Odp.: Zwykle wyceniamy ofertę w ciągu 2 dni od otrzymania zapytania.
Jeśli jesteś bardzo pilny, zadzwoń do nas lub poinformuj nas o tym w e-mailu, abyśmy mogli najpierw wycenić dla Ciebie.
Pytanie 3. Jak długi jest czas realizacji formy?
Odp.: Wszystko zależy od wielkości i złożoności produktów. Zwykle czas realizacji wynosi 25 dni.
Pytanie 4. Nie mam rysunku 3D, jak mam rozpocząć nowy projekt?
Odp .: Możesz dostarczyć nam próbkę formowania, pomożemy Ci ukończyć projekt rysunku 3D.
Pytanie 5. Przed wysyłką, jak upewnić się, że jakość produktów?
Odp.: Jeśli nie przyjdziesz do naszej fabryki i nie masz strony trzeciej do kontroli, będziemy Twoim pracownikiem inspekcyjnym.
Dostarczymy Ci film przedstawiający szczegóły procesu produkcyjnego, w tym raport procesu, strukturę rozmiarów produktów i szczegóły powierzchni, szczegóły pakowania i tak dalej.
Pytanie 6. Jakie są warunki płatności?
Odp.: Płatność za formę: 40% depozytu przez T/T z góry, 30% drugiej płatności za formę przed wysłaniem pierwszych próbek próbnych, 30% salda formy po uzgodnieniu próbek końcowych.
B: Płatność produkcyjna: 50% depozytu z góry, 50% przed wysłaniem towaru końcowego.
P7: Jak sprawić, by nasza firma była długoterminowa i dobra?
O: 1. Utrzymujemy dobrą jakość i konkurencyjną cenę, aby zapewnić naszym klientom korzyści z produktów najwyższej jakości.
2. Szanujemy każdego klienta jako naszego przyjaciela i szczerze robimy interesy i zaprzyjaźniamy się z nimi, bez względu na to, skąd pochodzą.
Gorące Tagi: Niestandardowe formowanie części z tworzywa sztucznego PP ABS, Chiny, producent, dostawca, fabryka, dostosowane, hurtownia, zakup, jakość, najnowsza sprzedaż, wyprodukowano w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








