

Dom
>
Produkt > Urządzenia i instrumenty elektroniczne > Osobiste potrzeby > Electric Thermos Cup Forming
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny








Electric Thermos Cup Forming
Ningbo (P&M) Plastic Metal Products Co., Ltd. ma 17 -letnią technologię produkcji pleśni i może dostosowywać elektryczne formy do filiżanek termos. Zapewniamy profesjonalne dostosowane usługi elektryczne termos kubek i jesteśmy profesjonalnym producentem formy termosutycznej. Mamy wystarczające doświadczenie w wyborze surowców i materiałów do formy. W trakcie dostosowywania elektrycznych form termos-kubków nasza fabryka może zapewnić kompleksową usługę. Mamy możliwości projektowe i produkcyjne związane z kubkami z termosem elektrycznym, takimi jak: projekt CAD, produkcja pleśni, formowanie wtryskowe, produkcja produktów z tworzywa sztucznego, montaż i inne technologie.
Wyślij zapytanie
Opis produktu
Ponadto nasza firma ustanowiła kooperacyjne relacje z plastikowymi dostawcami surowców, producentami drukowania itp., Aby zapewnić dostawę surowców i jakość drukowania. Dzięki naszemu bogatemu doświadczeniu i doskonałym łańcuchowi dostaw nasza firma może zapewnić klientom wysokiej jakości dostosowane produkty do formowania kubków elektrycznych, aby zaspokoić ich konkretne potrzeby. Jednocześnie mamy 10 -letnie doświadczenie w profesjonalnych usługach handlu zagranicznego, rozumiemy proces handlu zagranicznego i lepiej obsługiwać naszych klientów. W przypadku produktów Electric Thermos Cup możemy wytwarzać odpowiednie części tworzyw sztucznych, które odbywają się głównie poprzez formy wtryskowe.



1. Definicja produktu i wyzwania związane z projektowaniem pleśni
Wymagania dotyczące integracji funkcjonalnej
Inteligentne osadzanie modułów: przestrzeń montażowa dla czujników temperatury (± 0,5 ℃ dokładność), cewki ładowania bezprzewodowego (qi 2.0 standardowe) i ekrany OLED (grubość ≤0,8 mm) muszą być zarezerwowane, a tolerancję wnęki pleśni musi być kontrolowana w granicach ± 0,02 mm.
Struktura próżniowa podwójnie warstwy: Stosując dwukolorowe proces formowania wtryskowego, wewnętrzna warstwa jest spożywcza PPSU (odporność na temperaturę 180 ℃), warstwa zewnętrzna jest stop PC/ABS (wytrzymałość uderzenia ≥80 kJ/m²), a powierzchnia podziału musi osiągnąć dokładność powierzchni uszczelnienia wynoszącą 0,05 mm.
Adaptacja ergonomiczna
Zakrzywiony obszar przyczepności przyjmuje konstrukcję mikro-tekstur (głębokość pit 10-30 μm), powierzchnia pleśni musi być wypolerowana lustro (RA ≤ 0,01 μm) i uzupełniona nano powlekającą (współczynnik tarcia ≤0,1)
2. Podstawowa technologia produkcji pleśni
System chłodzenia konformalnego: kanał wodny z stopu tytanu w 3D (średnica 1,2 mm, promień krzywizny ≥3 mm), wydajność chłodzenia wzrosła o 45%, cykl skrócił się o 30%
Inteligentny mechanizm wyrzutu: liniowy napęd silnikowy (pęd 1000n, powtarzalność ± 1 μm), unikaj pękania górnego lub odkształcenia obszaru cienkościennego (0,6 mm)
Mikroporowata konstrukcja spalin: laserowy rowek wydechowy o strukturze plastra miodu (głębokość 8-12 μm), uwięziona objętość powietrza zmniejszona o 90%, eliminując defekty linii spoiny
3. Innowacja materiałowa i procesowa
Zastosowanie materiałów specjalnych
Wewnętrzny materiał wkładki: PPSU klasy żywności (zgodny z FDA 21 CFR 177.1655), forma musi być odporna na temperaturę do 220 ℃ (przy użyciu stali stopowej wolframu YXR33);
Materiał skorupy: PC/ABS+30% Wzmocnienie włókien węglowych (przewodność cieplna 0,8 W/M · K), dostosowane do wymagań rozpraszania ciepła ładowania bezprzewodowego.
Wbudowany proces formowania wtrysku
Przed drugim formowaniem wtryskowym moduł elektroniczny jest dokładnie wszczepiony przez manipulator (dokładność pozycjonowania ± 0,01 mm), a pleśń musi być wyposażona w 64-pinowe szczelinę złącza o dużej gęstości;
Technologia etykietowania (IML) służy do integracji ochraniacza ekranu AR odpornego na zarysowania i odpornego na zużycie.
4. Inteligentny system produkcji
Cyfrowa weryfikacja bliźniacza
Zbuduj model symulacji stawu formularza opartego na omniverse NVIDIA, aby przewidzieć rozkład naprężenia wtrysku (błąd ≤3%) i zoptymalizować pozycję bramki (zmniejsz prawdopodobieństwo znaków przepływu o 80%).
Monitorowanie jakości online
Wbudowany czujnik światłowodowy monitoruje ciśnienie stopu (± 0,1 MPa) i temperaturę (± 0,3 ℃) w czasie rzeczywistym, a AI dynamicznie dostosowuje krzywą trzymania (fluktuacja ciśnienia ≤1%);
Widzenie maszynowe (rozdzielczość 5 μm) służy do wykrycia integralności powierzchni uszczelnienia, a wadliwe produkty są automatycznie sortowane (dokładność ≥99,9%)
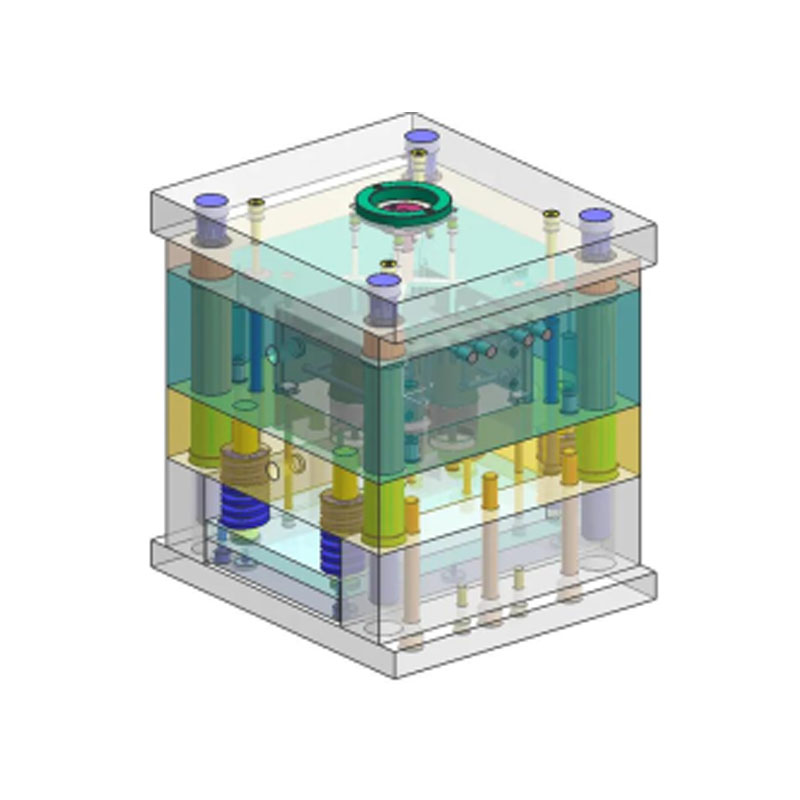
Poniżej znajduje się proces projektowania i produkcji komputera Thermos Cup wtrysku Forma:
1. Analiza zapotrzebowania na produkt i projektowanie formy
Demontaż strukturalny i dopasowanie funkcji
Przeanalizuj pozycję instalacji korpusu Thermos Cup i inteligentnego modułu (wyświetlacz, czujnik) i określ rozdzielony system formowania wtrysku lub wstaw wtrystyczny schemat formowania wtrysku.
Dwuwarstwowa struktura próżniowa wymaga zaprojektowania niezależnych wnęk wewnętrznych i zewnętrznych i przyjmuje dwukolorowy proces formowania wtrysku lub dwukrotne formowanie, aby zapewnić dokładność szczeliny międzywarstwowej (zwykle ≤0,1 mm).
Projekt powierzchni rozstania pleśni
Główna powierzchnia podziału jest ustawiona na ustach lub na dole kubka, aby uniknąć wpływu na wygląd; Obszar gwintu uszczelniający przyjmuje precyzyjną strukturę wkładki o dopasowanej tolerancji ≤ 0,02 mm.
W przypadku zarezerwowanych rowków komponentów elektronicznych boczny mechanizm ciągnięcia rdzenia lub ruchomą wkładkę zaprojektowano w celu uniknięcia demolowania zakłóceń.
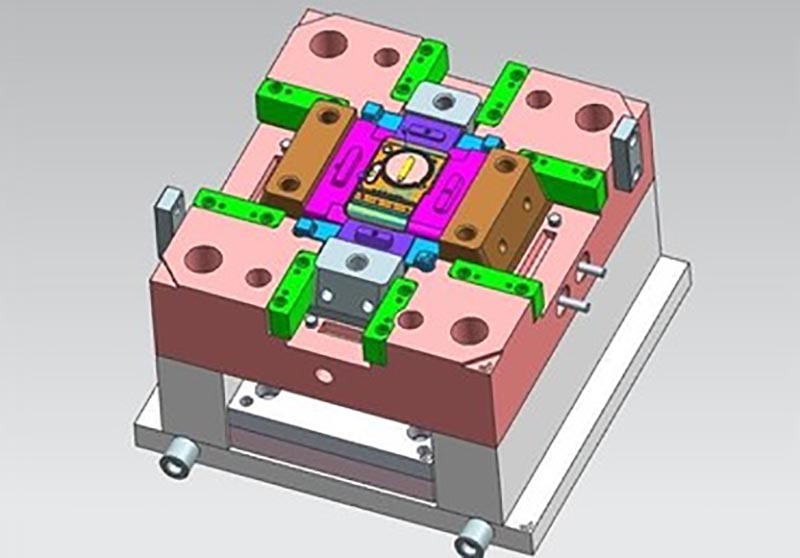
Optymalizacja systemu biegaczy i chłodzenia
System Hot Runner służy do zmniejszenia odpadów (mających zastosowanie do materiałów takich jak PP/PC), a różnica temperatur jest kontrolowana w ciągu ± 3 ℃ z konformalnymi kanałami wody chłodzącej.
Dodaj lokalny obwód chłodzący w gwintowanym obszarze usta w puchu, aby zapobiec skurczowi i odkształceniu powodującym awarię uszczelnienia.
2. Materiały do formy i technologia przetwarzania
Wybór materiału elementów podstawowych
Wnęka/rdzeń wykorzystuje wstępnie zahartowaną stal pleśni z twardością HRC 52-56 (takiej jak NAK80, S136), biorąc pod uwagę oporność na zużycie i zapobieganie rdzeniom.
Mechanizm wyrzutu jest tytanowy w celu zmniejszenia tarcia i zagłuszania częściami z tworzyw sztucznych.
Precyzyjny etap obróbki
Wnęka jest mielona przez pięciosypowy centrum obróbki łączenia o chropowatości powierzchni RA ≤ 0,4 μm; Gwintowana część jest wycinana przez powolne cięcie drutu (dokładność ± 0,005 mm).
Odstępy warstwy próżniowej jest tworzone przez EDM Electric Spark Making, a kompensacja szczeliny rozładowania wymaga skurczu materiału zarezerwowanego (PP wynosi około 1,5-2%).
3. Weryfikacja formu próbnego i korekta problemów
Pierwsze przykładowe elementy kontroli
Kontrola wymiaru: Skoncentruj się na weryfikacji tolerancji o średnicy kubka (zwykle klasy H8) i prześwitu dopasowania nici (≤ 0,05 mm).
Test uszczelniający: Po wstrzyknięciu 80 ℃ gorącej wody próżni i wytrzymaj ciśnienie przez 24 godziny. Spadek ciśnienia wynosi ≤5 kPa do przejścia.
Wspólne środki zaradcze
Problem linii spoiny: dostosuj pozycję bramki do powierzchni nie do napisania i zwiększ temperaturę stopu o 10-15 ℃.
Perforacja warstwy próżniowej: zoptymalizuj układ pinu wyrzutu, aby zmniejszyć naprężenie demoldingowe; Zwiększ czas trzymania do 8-10 sekund.
Jesteśmy producentem formy do termosu z termosem, zapewniającym wysokiej jakości elektryczną produkcję formy termos. Tak długo, jak chcesz dostosować/opracować produkty Electric Thermos Cup, możesz nas znaleźć. Posiadamy profesjonalną technologię wtryskową i dojrzałą technologię produkcyjną, zapewniając kompleksową usługę, od projektowania produktów produkcyjnych produktów produkcyjnych produktów produkcyjnych, możemy pomóc w każdym linku. Dopóki do nas przyjedziesz, zapewnimy Ci ostateczną usługę i zadowolimy Cię pod względem jakości produktu, czasu produkcji, dialogu informacyjnego itp.
|
Nazwa produktu |
Formowanie golarki |
|
Pls zapewnia |
2D, 3D, próbki lub wielkość Zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja pleśni |
+/- 0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytu - analiza przepływu pleśni - Walidacja projektu - materiały niestandardowe - przetwarzanie pleśni - przetwarzanie podstawowe - obróbka elektrody - system biegaczy Przetwarzanie - przetwarzanie części i zamówienia - akceptacja obróbki - wnęka Proces obróbki powierzchni - Tryb złożony - cała cała Powłoka powierzchniowa pleśni - płyta montażowa - Próbka pleśni - Test próbki - wysyłanie próbki |
|
Wnęka pleśni |
Jedna wnęka, wielokrotność lub ta sama Różne produkty są wytwarzane razem |
|
Materiał pleśni |
P20 2738,2344,718, S136 8407, NAK80, SKD61, H13 |
|
System biegaczy |
Hot Runner i Cold Runner |
|
Materiał podstawowy |
P20 2738,2344,718, S136 8407, NAK80, SKD61, H13 |
|
Skończyć |
Wrzeszcze słowo, lustrzane wykończenie, Matowa powierzchnia, rozbicia |
|
Standard |
Hasco, DME lub zależne od |
|
Główna technologia |
Miechanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, Pro-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.pps. |
|
System jakości |
ISO9001: 2008 |
|
Ustalić czas |
20 dni |
|
Sprzęt |
CNC, EDM, odcinanie Maszyna, maszyny z tworzyw sztucznych itp. Forma plastikowa Zhe Jiang |


Wykonanie formy wtrysku z tworzywa sztucznego

Specyfikacje formowania tworzyw sztucznych

Projektowanie pleśni:



Proces transakcji:

Testowanie pleśni:


Opakowanie produktów

Fabryka
Jesteśmy niestandardową fabryką pleśni. Naszą fabryką jest plastikowy producent formy wtrysku. Mamy 17 -letnie doświadczenie w profesjonalnej niestandardowej plastikowej formie i 10 -letnie doświadczenie handlu zagranicznego. Jesteśmy niestandardowym dostawcą plastikowej formy. Możemy zapewnić niestandardową obsługę tworzyw sztucznych. Nasza fabryka może sprawić, że wtryskowe części tworzywa sztuczne, a jakość produktów będzie Cię zaspokoić.
Mamy ponad 50 maszyn z wysokiej klasy i setki inżynierów i projektantów. Możemy zapewnić kompleksową usługę, od projektowania produktu - wytwarzanie pleśni - Produkcja produktów - Opakowanie produktów - Transport. Mamy kompletny łańcuch produkcyjny. Możemy spełnić wszystkie Twoje wymagania.
Usługi, które świadczymy:
Profesjonalna niestandardowa obsługa formy, konstrukcja i produkcja tworzyw sztucznych. Produkcja produktów, projektowanie produktu, projektowanie formy, dostosowywanie formy, dostosowywanie form obrotowych, dostosowywanie formy. Usługi drukowania 3D, usługi produkcyjne CNC, opakowanie produktów, dostosowane opakowania, usługi wysyłkowe.










Najpierw zawsze przestrzegamy zasad jakości. Zapewniając klientom produkty najwyższej jakości, staraj się zmaksymalizować wydajność produkcji i skrócić czas produkcji. Z dumą mówimy każdemu klientowi, że nasza firma nie straciła żadnego klienta od czasu jej ustanowienia. Jeśli wystąpił problem z produktem, będziemy aktywnie szukać rozwiązania i weźmiemy odpowiedzialność do końca.

FAQ
P1: Czy jesteś firmą handlową czy producentem?
Odp.: Jesteśmy producentami.
Q2. Kiedy mogę uzyskać cytat?
Odp.: Zazwyczaj cytujemy w ciągu 2 dni po otrzymaniu zapytania.
Jeśli jesteś bardzo pilny, zadzwoń do nas lub powiedz nam w swoim e -mailu, abyśmy mogli najpierw zacytować dla Ciebie.
Q3. Jak długo trwa czas realizacji pleśni?
Odp.: Wszystko zależy od wielkości i złożoności produktów. Zwykle czas realizacji wynosi 25 dni.
Q4. Nie mam rysunku 3D, jak mam rozpocząć nowy projekt?
Odp.: Możesz dostarczyć nam próbkę formowania, pomożemy zakończyć projekt rysowania 3D.
Q5. Przed wysyłką, jak upewnić się, że jakość produktów?
Odp.: Jeśli nie przyjedziesz do naszej fabryki, a także nie masz strony trzeciej do inspekcji, będziemy pracownikiem kontroli.
Dostarczymy Ci wideo do szczegółów procesu produkcyjnego, obejmują raport procesu, strukturę wielkości produktów i szczegóły powierzchni, szczegółowe opakowanie i tak dalej.
Q6. Jakie są twoje warunki płatności?
Odp.: Płatność do formy: 40% depozyt według t/t z góry, 30% drugiej płatności formy przed wysłaniem pierwszych próbek próbnych, 30% salda formy po uzgodnieniu ostatecznych próbek.
B: Płatność produkcyjna: 50% depozyt z góry, 50% przed wysłaniem towarów końcowych.
P7: Jak sprawić, by nasz biznes był długoterminowy i dobry?
A: 1. Utrzymujemy dobrą jakość i konkurencyjną cenę, aby naszym klientom skorzystają na produktach najlepszej jakości.
2. Szanujemy każdego klienta jako naszego przyjaciela i szczerze prowadzimy interesy i zaprzyjaźniają się z nimi, bez względu na to, skąd pochodzą.
Gorące Tagi: Electric Thermos Cup Moving, Chiny, producent, dostawca, fabryka, dostosowana, hurtowa, kupna, jakość, najnowsza sprzedaż, wyprodukowana w Chinach
Powiązana kategoria
Urządzenia audiowizualne
Urządzenia zdrowotne
Urządzenia domowe
Osobiste potrzeby
Urządzenia cyfrowe
Urządzenia kuchenne
Urządzenia łazienkowe
Przyjazne dla środowiska urządzenia
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.







