

Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny






Okulary do iniekcji
Ningbo (P&M) Plastic Metal Products Co., Ltd. ma 17 lat technologii produkcji pleśni i może dostosowywać formowanie wtryskowe okulary. Zapewniamy profesjonalne niestandardowe usługi formowania okularów i jesteśmy profesjonalnym producentem do wtrysku okularów. Mamy wystarczające doświadczenie w wyborze surowców i materiałów do formy. W trakcie dostosowywania formowania wtrysku okularów nasza fabryka może świadczyć usługę. Mamy możliwości projektowe i produkcyjne związane z okularami do wtrysku, takich jak: projekt CAD, produkcja pleśni, formowanie wtryskowe, produkcja produktów z tworzywa sztucznego, montaż i inne technologie.
Wyślij zapytanie
Opis produktu
Ponadto nasza firma ustanowiła kooperacyjne relacje z plastikowymi dostawcami surowców, producentami drukowania itp., Aby zapewnić dostawę surowców i jakość drukowania. Dzięki naszemu bogatemu doświadczeniu i doskonałym łańcuchowi dostaw naszej firmy może zapewnić klientom dostosowane produkty do formowania okularów o wysokiej jakości, aby zaspokoić ich konkretne potrzeby. Jednocześnie mamy 10 -letnie doświadczenie w profesjonalnych usługach handlu zagranicznego, rozumiemy proces handlu zagranicznego i lepiej obsługiwać naszych klientów. W przypadku okularów wtrystycznych produktów do formowania wtrysku możemy wytwarzać odpowiednie części tworzyw sztucznych, które odbywają się głównie poprzez formy wtryskowe.




Proces formowania wtrysku dla okularów PC (poliwęglanu) wymaga równowagi wysokiej przezroczystości, odporności na uderzenie, dokładność wymiarową i jakość powierzchni. Poniżej znajdują się kluczowe punkty:
1. Przygotowanie materialne
Charakterystyka komputera:
Wymagana jest wysoka transmisja światła (wymagana jest PC klasy optycznej, taka jak Lexan ™), odporność na UV i oporność w wysokiej temperaturze (temperatura ugryzienia 130-140 ° C).
Ponieważ jest higroskopijny, należy go wysuszyć przed formowaniem wtrysku (120 ° C przez 4 godziny, punkt rosy ≤ -40 ° C), aby zapobiec hydrolizy, która może powodować pęcherzyki lub srebrne smugi.
Dodatki: Stabilizatory UV (do użytku na zewnątrz), środki antystatyczne lub materiały do powłoki twardej (kompatybilne z kolejnymi powłokami).
2. Projektowanie pleśni
Wysokiej jakości wnęka: obszary soczewki i ramy wymagają lakieru lustrzanego (RA ≤ 0,05 μm), aby uniknąć znaków przepływu lub zamglenia.
Cold Runner lub Hot Runner:
Cold Runner: Nadaje się do małych partii, ale znaki bramkowe muszą być kontrolowane (na przykład bramy punktowe powinny znajdować się w obszarach nieoptycznych).
Hot Runner: Zmniejsza odpady, ale zapobiega rozkładowi termiczne (precyzyjnie kontrolowana temperatura w ciągu ± 2 ° C).
Projekt odpowietrzania: otwory wentylacyjne (głębokość 0,01-0,02 mm) są dostarczane na powierzchni rozstania i pinach wyrzutowych, aby zapobiec uwięzionemu powietrzu i spalaniu.
System kontroli temperatury: kontroler temperatury formy kontroluje temperaturę formy (80-110 ° C) w celu zmniejszenia wypaczenia lub dwójłomności spowodowanej naprężeniem wewnętrznym.
3. Parametry procesu formowania wtrysku
Kontrola temperatury:
Temperatura lufy: kontrolowana etapami, sekcja tylna (240-260 ° C) → Przednia sekcja (280-310 ° C), aby zapobiec przegrzaniu i degradacji (PC topi się około 230 ° C).
Temperatura dyszy: nieco niższa niż przednia odcinek (około 270-290 ° C), aby zapobiec ślinieniu.
Etap wtrysku:
Dopasowanie o dużej prędkości (prędkość wtrysku 50-80%) zapewnia reprodukcję lustrzanych detali, unikając śladów natryskowych (przy użyciu bramki wolno wpisania się).
Precyzyjne ciśnienie trzymające (60–80% ciśnienia wtrysku) i czas (5-15 sekund) są kluczowe, aby zapobiec znakom zlewu lub naprężeniu wewnętrznym spowodowanym nadmiernym zatrzymaniem.
Czas chłodzenia: długi (40–50% czasu cyklu), aby zapewnić odpowiednie zestalenie (PC ma powolną szybkość chłodzenia).
4. Wspólne wady i środki zaradcze
Srebrne smugi/pęcherzyki: Sprawdź suchość materiału, obniżyć temperaturę stopu lub zwiększyć ciśnienie pleców.
Wewnętrzne pękanie naprężeń: Zwiększ temperaturę pleśni, wydłużyć czas chłodzenia lub wyżarzanie (100-120 ° C przez 1-2 godziny).
Znaki przepływu powierzchni: optymalizuj profil prędkości wtrysku lub dostosuj jednorodność temperatury pleśni.
5. Przetwarzanie i inspekcja
Wykorzystanie odciążenia stresu: obróbka cieplna o bardzo precyzyjnych ramach lub soczewkach w celu zmniejszenia późniejszych deformacji.
Obróbka powierzchni: powłoka twarda (taka jak hartowanie natryskiwania cieczy) i powłoka przeciwzakrzewkowa (wymagane środowisko czyste).
Pełna inspekcja:
Właściwości optyczne (transmitancja światła, mgła).
Tolerancje wymiarowe (kąty otwierania i zamykania świątyni, szczelina z zespołem soczewki).
Testowanie odporności na uderzenie (np. Test z kropli, zgodnie z EN166).
6. Specjalne rozważania dotyczące procesu
Dwupotekowe formowanie wtryskowe: Jeśli rama i świątynie mają różne kolory/materiały, wymagana jest konstrukcja formy dwóch strzałów.
Włóż formowanie: Podczas wkładania zawiasów metalowych lub logo rozgrzej wkładkę (80-100 ° C), aby zmniejszyć naprężenie termiczne.
Proces formowania wtrysku dla soczewek PC (poliwęglanu) wymaga precyzyjnego projektowania pleśni, ścisłej kontroli parametrów procesu i przetwarzania po przetwarzaniu, aby zapewnić standardy właściwości optyczne (przezroczystość, współczynnik załamania światła) i właściwości mechaniczne (np. Opór wpływu, odporność na słuchanie). Szczegółowy przepływ procesu jest następujący:
1. Wstępna obróbka surowca
Wysuszenie
PC jest wysoce higroskopijny i wymaga suszenia w 120 ° C przez 4-6 godzin (dostosowane w zależności od wielkości i wilgotności cząstek) do zawartości wilgoci ≤0,02%.
Użyj suszarki osuszającej, aby zapobiec wchłanianiu wtórnego wilgoci (zalecany punkt rosy ≤ -40 ° C).
Dopasowanie kolorów (opcjonalnie)
Jeśli wymagane jest farbowanie, należy użyć optycznego Masterbatch, aby uniknąć zanieczyszczeń wpływających na transmitancję.
2. Stopień formowania wtrysku
(1) Plastyzacja stopu
Kontrola temperatury
Grzeczenie segmentu lufy: tylna sekcja (240-260 ℃) → Middle Section (270-290 ℃) → Przednia sekcja (280-320 ℃), aby uniknąć lokalnego przegrzania i degradacji komputera.
Prędkość śruby ≤80 rpm w celu zmniejszenia pęknięcia łańcucha molekularnego spowodowanego ciepłem ścinającym.
(2) Formowanie wtryskowe
Wstrzyknięcie wieloetapowe
Pierwszy etap: napełnianie szybkie (w celu zapobiegania zimnemu materiałowi), prędkość wtrysku 50–80% maksymalnej prędkości.
Drugi etap: Zmniejsz prędkość do 20-30% w celu zmniejszenia śladów spoiny i stresu wewnętrznego.
Ciśnienie: ciśnienie wtrysku 80-120MPa, utrzymanie ciśnienia 40-60MPA (w celu utrzymania skurczu).
Kontrola temperatury pleśni
Temperatura pleśni wynosi 80-110 ℃, przy użyciu kontrolera temperatury oleju lub silnego kontrolera temperatury formy, z różnicą temperatury w granicach ± 1 ℃.
(3) Trzymanie ciśnienia i chłodzenia
Trzymanie czasu ciśnienia: 10-30 sekund (dostosowane zgodnie z grubością ściany, zwykle szacowane jako grubość 1 mm ≈ 1 sekunda).
Czas chłodzenia: ponad 50% całkowitego cyklu (zwykle 20-60 sekund), aby upewnić się, że obiektyw jest w pełni wyleczony.
(4) Demolding
System wyrzucania musi być stabilny (taki jak wyrzucenie pneumatyczne lub wyrzucenie serwo), aby uniknąć wybielania lub zarysowania.
Nachylenie Demoulding wynosi ≥1 °, a w razie potrzeby środek uwalniany jest spryskiwany (nie może wpływać na kolejną powłokę).
3. Proces po przetwarzaniu
(1) Leczenie wyżarzania
Warunki: wyżarzanie w piekarniku przy 110-130 ℃ przez 2-4 godziny i powoli ostygnąć do temperatury pokojowej.
Cel: Wyeliminowanie naprężenia wewnętrznego i zmniejszenie kolejnych odkształcenia lub zniekształceń optycznych.
(2) Obróbka powierzchniowa
Powłoka twarda: powłoka próżniowa (np. SiO₂, cyna) służy do zwiększenia twardości powierzchni (do 4H lub powyżej).
Powłoka antyrefleksyjna: powłoka wielowarstwowa (MGF₂ itp.) Zmniejsza blask i zwiększa transmitancję światła do ponad 99%.
(3) Czyszczenie i kontrola
Czyszczenie ultradźwiękowe służy do usuwania czynników uwalniania i kurzu, a stosuje się środowisko warsztatowe bez kurzu.
100% kontrola: transmitancja (spektrofotometr), wady powierzchni (automatyczna kontrola optyczna (AOI), dokładność wymiarowa (trójwymiarowy pomiar) Wstrzyknięcia okularów
Jesteśmy producentem do wtrysku okularów, zapewniających wysokiej jakości okulary wtryskowe produkcję formowania. Tak długo, jak chcesz dostosować/rozwijać produkty do formowania okularów, możesz nas znaleźć. Posiadamy profesjonalną technologię wtryskową i dojrzałą technologię produkcyjną, zapewniając kompleksową usługę, od projektowania produktów produkcyjnych produktów produkcyjnych produktów produkcyjnych, możemy pomóc w każdym linku. Dopóki do nas przyjedziesz, zapewnimy Ci ostateczną usługę i zadowolimy Cię pod względem jakości produktu, czasu produkcji, dialogu informacyjnego itp.
|
Nazwa produktu |
Formowanie bieżni |
|
Pls zapewnia |
2D, 3D, próbki lub wielkość Zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja pleśni |
+/- 0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytu - analiza przepływu pleśni - Walidacja projektu - materiały niestandardowe - przetwarzanie pleśni - przetwarzanie podstawowe - obróbka elektrody - system biegaczy Przetwarzanie - przetwarzanie części i zamówienia - akceptacja obróbki - wnęka Proces obróbki powierzchni - Tryb złożony - cała cała Powłoka powierzchniowa pleśni - płyta montażowa - Próbka pleśni - Test próbki - wysyłanie próbki |
|
Wnęka pleśni |
Jedna wnęka, wielokrotność lub ta sama Różne produkty są wytwarzane razem |
|
Materiał pleśni |
P20 2738,2344,718, S136 8407, NAK80, SKD61, H13 |
|
System biegaczy |
Hot Runner i Cold Runner |
|
Materiał podstawowy |
P20 2738,2344,718, S136 8407, NAK80, SKD61, H13 |
|
Skończyć |
Wrzeszcze słowo, lustrzane wykończenie, Matowa powierzchnia, rozbicia |
|
Standard |
Hasco, DME lub zależne od |
|
Główna technologia |
Miechanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, Pro-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.pps. |
|
System jakości |
ISO9001: 2008 |
|
Ustalić czas |
20 dni |
|
Sprzęt |
CNC, EDM, odcinanie Maszyna, maszyny z tworzyw sztucznych itp. Forma plastikowa Zhe Jiang |


Wykonanie formy wtrysku z tworzywa sztucznego

Specyfikacje formowania tworzyw sztucznych

Projektowanie pleśni:



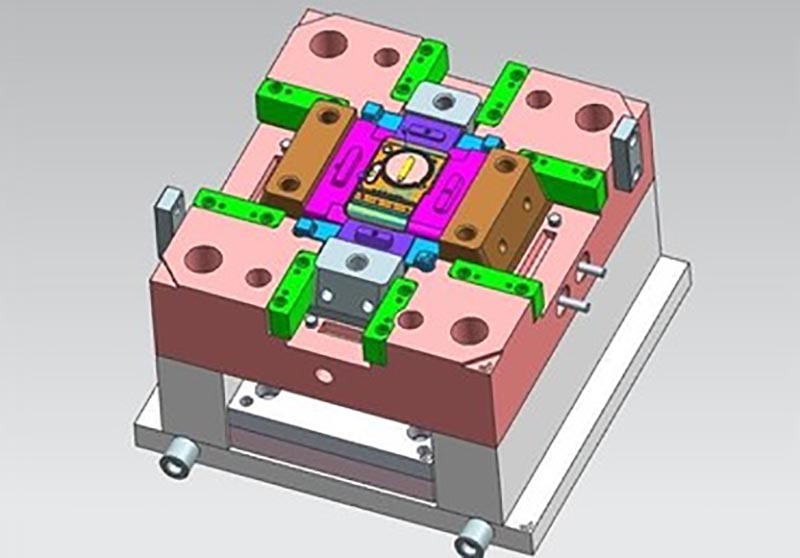
Proces transakcji:

Testowanie pleśni:


Opakowanie produktów

Fabryka
Jesteśmy niestandardową fabryką pleśni. Naszą fabryką jest plastikowy producent formy wtrysku. Mamy 17 -letnie doświadczenie w profesjonalnej niestandardowej plastikowej formie i 10 -letnie doświadczenie handlu zagranicznego. Jesteśmy niestandardowym dostawcą plastikowej formy. Możemy zapewnić niestandardową obsługę tworzyw sztucznych. Nasza fabryka może sprawić, że wtryskowe części tworzywa sztuczne, a jakość produktów będzie Cię zaspokoić.
Mamy ponad 50 maszyn z wysokiej klasy i setki inżynierów i projektantów. Możemy zapewnić kompleksową usługę, od projektowania produktu - wytwarzanie pleśni - Produkcja produktów - Opakowanie produktów - Transport. Mamy kompletny łańcuch produkcyjny. Możemy spełnić wszystkie Twoje wymagania.
Usługi, które świadczymy:
Profesjonalna niestandardowa obsługa formy, konstrukcja i produkcja tworzyw sztucznych. Produkcja produktów, projektowanie produktu, projektowanie formy, dostosowywanie formy, dostosowywanie form obrotowych, dostosowywanie formy. Usługi drukowania 3D, usługi produkcyjne CNC, opakowanie produktów, dostosowane opakowania, usługi wysyłkowe.










Najpierw zawsze przestrzegamy zasad jakości. Zapewniając klientom produkty najwyższej jakości, staraj się zmaksymalizować wydajność produkcji i skrócić czas produkcji. Z dumą mówimy każdemu klientowi, że nasza firma nie straciła żadnego klienta od czasu jej ustanowienia. Jeśli wystąpił problem z produktem, będziemy aktywnie szukać rozwiązania i weźmiemy odpowiedzialność do końca.

FAQ
P1: Czy jesteś firmą handlową czy producentem?
Odp.: Jesteśmy producentami.
Q2. Kiedy mogę uzyskać cytat?
Odp.: Zazwyczaj cytujemy w ciągu 2 dni po otrzymaniu zapytania.
Jeśli jesteś bardzo pilny, zadzwoń do nas lub powiedz nam w swoim e -mailu, abyśmy mogli najpierw zacytować dla Ciebie.
Q3. Jak długo trwa czas realizacji pleśni?
Odp.: Wszystko zależy od wielkości i złożoności produktów. Zwykle czas realizacji wynosi 25 dni.
Q4. Nie mam rysunku 3D, jak mam rozpocząć nowy projekt?
Odp.: Możesz dostarczyć nam próbkę formowania, pomożemy zakończyć projekt rysowania 3D.
Q5. Przed wysyłką, jak upewnić się, że jakość produktów?
Odp.: Jeśli nie przyjedziesz do naszej fabryki, a także nie masz strony trzeciej do inspekcji, będziemy pracownikiem kontroli.
Dostarczymy Ci wideo do szczegółów procesu produkcyjnego, obejmują raport procesu, strukturę wielkości produktów i szczegóły powierzchni, szczegółowe opakowanie i tak dalej.
Q6. Jakie są twoje warunki płatności?
Odp.: Płatność do formy: 40% depozyt według t/t z góry, 30% drugiej płatności formy przed wysłaniem pierwszych próbek próbnych, 30% salda formy po uzgodnieniu ostatecznych próbek.
B: Płatność produkcyjna: 50% depozyt z góry, 50% przed wysłaniem towarów końcowych.
P7: Jak sprawić, by nasz biznes był długoterminowy i dobry?
A: 1. Utrzymujemy dobrą jakość i konkurencyjną cenę, aby naszym klientom skorzystają na produktach najlepszej jakości.
2. Szanujemy każdego klienta jako naszego przyjaciela i szczerze prowadzimy interesy i zaprzyjaźniają się z nimi, bez względu na to, skąd pochodzą.
Gorące Tagi: Oczelniające okulary formowanie wtrysku, Chiny, producent, dostawca, fabryka, dostosowane, hurtowe, zakup, jakość, najnowsza sprzedaż, wyprodukowana w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








