

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowe formowanie > Formowanie wtryskowe PaGf30
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny






Formowanie wtryskowe PaGf30
W przypadku formowania wtryskowego PaGf30, Ningbo (P&M) Plastic Metal Products Co., Ltd. ma 18 lat technologii produkcji form i 10 lat doświadczenia w eksporcie. Zapewniamy profesjonalne, kompleksowe usługi w zakresie form dostosowanych do indywidualnych potrzeb i jesteśmy profesjonalnym producentem form z tworzyw sztucznych. Możemy zastosować formowanie wtryskowe, rozdmuchowe, odlewanie ciśnieniowe i formowanie rotacyjne.
Wyślij zapytanie
Opis produktu
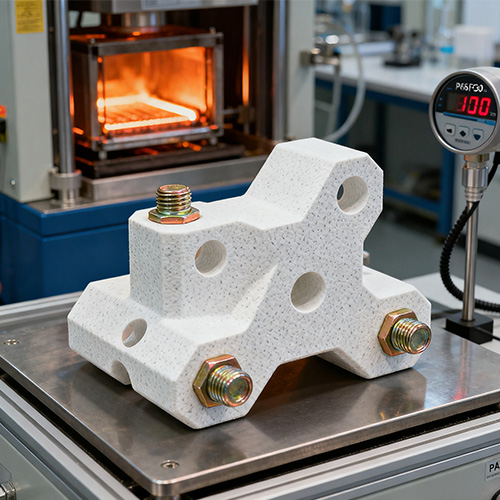
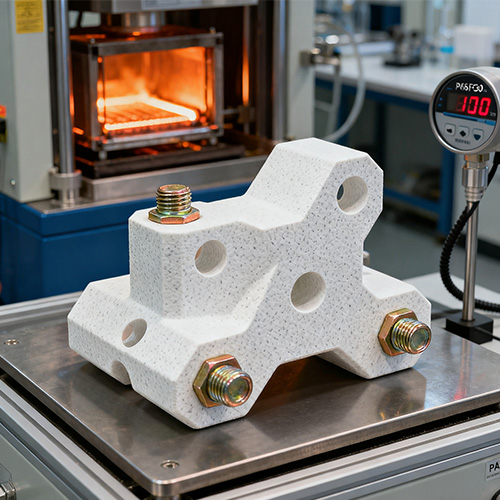
Poliamid wzmocniony 30% włóknem szklanym (w skrócie PaGf30) odnosi się do kompozytowego materiału do formowania wtryskowego utworzonego przez równomierne dodanie 30% stosunku masowego włókna szklanego (GF) do poliamidu (PA, powszechnie znanego jako nylon, w popularnych modelach PA6 i PA66). Dzięki synergistycznemu działaniu włókna szklanego i materiału bazowego PA, jego właściwości mechaniczne (takie jak wytrzymałość, sztywność, odporność na zużycie) są 2-3 razy wyższe niż czystego PA, zachowując jednocześnie zalety materiałów PA, takie jak dobra odporność na korozję chemiczną i odporność na temperaturę. Jest to jeden z rdzeniowych materiałów wtryskowych stosowanych w przemyśle do zastąpienia metali (takich jak stop aluminium, żeliwo) w produkcji części konstrukcyjnych. Formowanie wtryskowe PaGf30 w szczególności odnosi się do technologii wytwarzania precyzyjnych i wytrzymałych części konstrukcyjnych w procesie formowania wtryskowego przy użyciu tego materiału kompozytowego, który jest szeroko stosowany w motoryzacji, elektronice, maszynach, sprzęcie gospodarstwa domowego i innych dziedzinach.

Wprowadzenie do formowania wtryskowego P&M PaGf30
A. Właściwości materiału rdzenia PaGf30
1. Wysoka wytrzymałość i sztywność
Właściwości mechaniczne PaGf30 ulegają znacznej poprawie dzięki wzmacniającemu działaniu włókna szklanego: biorąc za przykład Pa66Gf30, jego wytrzymałość na rozciąganie może osiągnąć 150-180 MPa (2,5 razy większa niż czysty PA66), wytrzymałość na zginanie osiąga 200-230 MPa (czysty PA66 wynosi około 80 MPa), a moduł sprężystości osiąga 8000-10000 MPa (czysty PA66 to tylko 2500 MPa). Może wytrzymać długotrwałe obciążenia statyczne lub uderzenia dynamiczne bez deformacji; nawet w środowiskach o wysokiej temperaturze (takich jak 100 ℃) jego współczynnik utrzymania wytrzymałości jest nadal powyżej 80%, znacznie lepszy niż czysty PA (tłumienie wytrzymałości 40% -50% w wysokich temperaturach), dzięki czemu nadaje się do produkcji nośnych części konstrukcyjnych, takich jak urządzenia peryferyjne silników samochodowych i mechaniczne skrzynie biegów.
2. Doskonała odporność na zużycie i zmęczenie
Dodatek włókna szklanego zmniejsza współczynnik tarcia PaGf30 do 0,2-0,3 (czysty PA wynosi około 0,4-0,5), a stopień zużycia wynosi ≤0,001 mm³/(N·m), co stanowi 1/3-1/2 czystego PA. Może być stosowany do części ślizgowych lub obrotowych (takich jak koła zębate, łożyska, suwaki) przez długi czas i może zmniejszyć zużycie bez dodatkowego smarowania; jednocześnie jego trwałość zmęczeniowa przy zginaniu wynosi ponad 10⁷ cykli (czysty PA to około 10⁶ cykli). W scenariuszach naprężeń o wysokiej częstotliwości (takich jak zawiasy drzwi samochodowych, mechaniczne korbowody) żywotność jest 3-5 razy dłuższa niż w przypadku czystego PA, co zmniejsza częstotliwość wymiany części.
3. Dobra odporność na temperaturę i odporność chemiczna
PaGf30 zachowuje przewagę temperaturową materiału bazowego PA, przy długotrwałym zakresie temperatur użytkowania od -40 ℃ do 120 ℃ (Pa6Gf30) i od -40 ℃ do 150 ℃ (Pa66Gf30) i może wytrzymać krótkotrwałe wysokie temperatury 180 ℃ (Pa66Gf30). Może nadal utrzymywać stabilność strukturalną w scenariuszach o wysokiej temperaturze, takich jak komory silników samochodowych (temperatura często osiąga 120-140 ℃) i wokół piekarników sprzętu gospodarstwa domowego; pod względem odporności chemicznej może wytrzymać typowe przemysłowe chemikalia (takie jak olej silnikowy, olej przekładniowy, rozcieńczony kwas, rozcieńczone zasady) bez widocznej korozji lub osłabienia działania po kontakcie i łatwo ulega uszkodzeniu tylko w przypadku silnych roztworów utleniających (takich jak stężony kwas azotowy), dzięki czemu nadaje się do scenariuszy związanych z zanieczyszczeniem olejem, takich jak maszyny chemiczne i samochodowe układy przekładniowe.
4. Stabilność wymiarowa i charakterystyka formowania
Współczynnik skurczu przy formowaniu PaGf30 jest znacznie niższy niż czystego PA: stopień skurczu czystego PA66 wynosi około 1,5% -2,5%, podczas gdy Pa66Gf30 wynosi tylko 0,4% -0,8%, a skurcz jest równomierny (różnica skurczu wzdłużnego i poprzecznego ≤0,2%), co może zmniejszyć ryzyko wypaczenia i deformacji części formowanych wtryskowo oraz zapewnić, że wymiary tolerancja precyzyjnych części konstrukcyjnych (takich jak złącza elektroniczne, precyzyjne przekładnie) jest kontrolowana w zakresie ±0,02 mm; należy jednak zauważyć, że dodatek włókna szklanego zmniejszy płynność materiału (wskaźnik płynięcia stopu MFR jest o 30–50% niższy niż w przypadku czystego PA), a procesy formowania wtryskowego (takie jak zwiększanie temperatury i ciśnienia) muszą zostać zoptymalizowane, aby zapewnić całkowite wypełnienie wnęki.
B, Kluczowe punkty procesu formowania wtryskowego dla PaGf30
1. Wstępna obróbka surowca
PaGf30 jest higroskopijny (materiał bazowy PA łatwo wchłania wilgoć z powietrza). Jeśli zawartość wilgoci jest zbyt wysoka (> 0,1%), podczas formowania wtryskowego mogą pojawić się pęcherzyki, srebrne smugi lub degradacja, dlatego wymagane jest dokładne suszenie:
Sprzęt do suszenia: Użyj suszarki z obiegiem gorącego powietrza lub osuszacza (preferowana, która może kontrolować punkt rosy ≤-40 ℃);
Parametry suszenia: Temperatura suszenia Pa6Gf30 80-90℃, czas 4-6 godzin; Pa66Gf30 temperatura suszenia 100-120℃, czas 6-8 godzin;
Standard testowy: Zawartość wilgoci w materiale po wyschnięciu musi wynosić ≤0,05% (testowana za pomocą wilgotnościomierza) i należy unikać bezpośredniego kontaktu z powietrzem (należy go włożyć do wtryskarki w ciągu 30 minut po wyjęciu, aby zapobiec wtórnej absorpcji wilgoci).
2. Wymagania dotyczące wtryskarek i form
(1) Wybór wtryskarki
Siła blokowania: Musi być o 20% -30% wyższa niż w przypadku formowania wtryskowego czystego PA. Wzór obliczeniowy to: „Siła blokowania (kN) = powierzchnia projekcji produktu (cm²) × ciśnienie wtrysku (MPa) × współczynnik bezpieczeństwa (1,2–1,5)”. Przykładowo dla części formowanych wtryskowo Pa66Gf30 o powierzchni projekcji 100cm² i ciśnieniu wtrysku 120MPa siła blokowania musi wynosić ≥ 100×120×1,3=1560kN (wybierz wtryskarkę o sile 1600kN lub większej);
Śruba: Aby uniknąć zużycia śruby z włókna szklanego, stosuje się specjalną śrubę z materiału wzmocnionego włóknem szklanym (taką jak stal azotkowa, twardość ≥ HRC60, głębokość rowka 10% -15% płytsza niż zwykła śruba). Pierścień zapobiegający cofaniu powinien być wykonany ze stopu odpornego na zużycie (takiego jak stal wolframowa), aby zapobiec cofaniu się stopu.
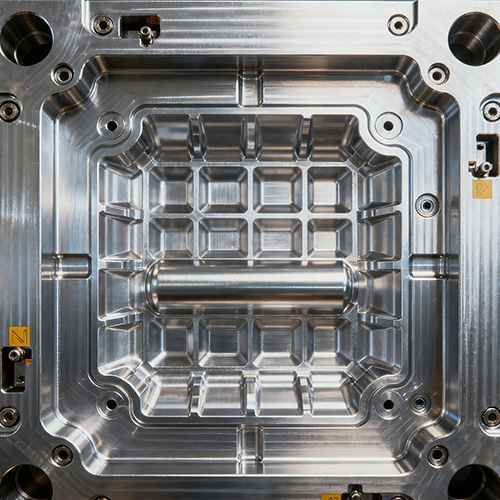
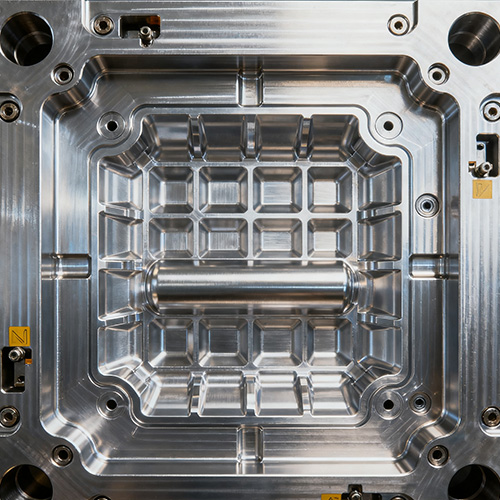
(2) Projekt formy
System zalewania: wykorzystujący kanały główne o dużej średnicy (średnica 8-12mm) i krótkie zasuwy (takie jak zasuwy boczne, zastawki punktowe, długość ≤ 5mm) w celu zmniejszenia oporów przepływu stopionego materiału; Pozycja bramy powinna unikać obszaru naprężeń (aby uniknąć lokalnego zmniejszenia wytrzymałości spowodowanego orientacją włókna szklanego);
System chłodzenia: Rozmieść równomiernie kanały wody chłodzącej w zależności od grubości produktu (odstępy 20-30 mm, średnica 8-10 mm), kontroluj czas chłodzenia w ciągu 20-40 s (dostosuj w zależności od grubości, np. chłodzenie produktów o grubości 5 mm przez 30 s), zapewnij równomierne chłodzenie produktu i zmniejsz naprężenia wewnętrzne;
Rowek wylotowy: głębokość 0,03-0,05 mm, szerokość 5-10 mm, umiejscowiony w ostatnim punkcie napełniania stopu (np. na końcu wnęki formy lub nasadzie żebra), w celu usunięcia gazu z wnęki formy i uniknięcia pęcherzyków lub niedoborów materiału.
Formowanie wtryskowe P&M PaGf30 (specyfikacja)
|
Nazwa formy |
Formowanie wtryskowe PaGf30 |
|
Obiecujemy |
Wszystko skupione na kliencie, nigdy nastawione na krótkotrwały zysk i sprzedające długoterminowe korzyści |
|
Produkujemy |
Forma, prototyp, formowanie wtryskowe, montaż produktu, druk powierzchniowy, natryskiwanie integracji powierzchni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar obrazów wielokątowych |
|
Czas pleśni |
Około 25 dni roboczych |
|
Czas produktu |
7-15 dni |
|
Precyzja mody |
± 0,1 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki kontrolne - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka formy - obróbka rdzenia - obróbka elektrod - obróbka systemu wlewów - obróbka i zakup części - akceptacja obróbki - proces obróbki powierzchni wnęki - tryb złożony Matryca - cała powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłanie próbek |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub te same różne produkty mogą być wykonane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wżery, lustrzane wykończenie, matowa powierzchnia, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Smukła technologia |
Frezowanie, szlifowanie, CNC, EDM, cięcie drutem, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
Surowce z tworzyw sztucznych przeznaczone do kontaktu z żywnością |
|
Pochodzenie |
Wyprodukowano w Chinach |
Funkcja i zastosowanie formowania wtryskowego P&M PaGf30
1. Przemysł motoryzacyjny
Części aplikacyjne: Części peryferyjne silnika (takie jak kolektory dolotowe, obudowy pomp wodnych), części podwozia (takie jak wsporniki zawieszenia, wsporniki pedału hamulca), wewnętrzne elementy konstrukcyjne (takie jak ramy siedzeń, wsporniki tablicy rozdzielczej);
Wymagania eksploatacyjne: Wytrzymują wysokie temperatury 120-150 ℃ (środowisko w komorze silnika), są odporne na korozję oleju silnikowego/oleju przekładniowego, nośność statyczna ≥500N;
Opis obudowy: Samochodowe kolektory dolotowe są formowane wtryskowo z Pa66Gf30, zastępując tradycyjne materiały ze stopów aluminium. Masę zmniejszono o 40% (z 2,5 kg do 1,5 kg), koszt zmniejszono o 30%, a cykl formowania skrócono z 2 godzin w przypadku stopu aluminium do 20 minut w przypadku formowania wtryskowego, co znacznie poprawia wydajność produkcji.
2. Przemysł elektroniczny i elektryczny
Komponenty aplikacyjne: obudowa złącza elektronicznego (np. gniazdo wtyczki przemysłowej), pokrywa końcowa silnika, rama transformatora, wewnętrzne elementy konstrukcyjne stosów ładowania pojazdów nowej energii;
Wymagania użytkowe: dokładność wymiarowa ± 0,02 mm (odpowiednia dla precyzyjnych kołków), odporność na temperaturę ≥ 120 ℃ (środowisko ogrzewania silnika), doskonałe właściwości izolacyjne (rezystywność skrośna ≥ 10 ¹⁴Ω· cm);
Zalety: Niski stopień skurczu (0,4% -0,8%) PaGf30 zapewnia, że współosiowość otworów w obudowie złącza wynosi ≤ 0,01 mm, co pozwala uniknąć słabego styku pinów; Odporność temperaturowa spełnia długoterminowe wymagania grzewcze silnika, bez konieczności stosowania dodatkowych struktur odprowadzających ciepło.
3. Przemysł mechaniczny i AGD
Dziedzina mechaniczna: przekładnie (takie jak przekładnie, przekładnie redukcyjne), gniazda łożysk, ślizgacze, elementy konstrukcyjne ramion mechanicznych; Opierając się na wysokiej odporności na zużycie PaGf30 (stopień zużycia ≤ 0,001 mm ³/(N · m)), żywotność przekładni może osiągnąć ponad 10000 godzin, znacznie przekraczając 3000 godzin przekładni z czystego PA;
Dział sprzętu gospodarstwa domowego: wspornik rury wewnętrznej pralki, wspornik sprężarki klimatyzacji, żebra wzmacniające ramę drzwi piekarnika; PaGf30 musi wytrzymywać siłę odśrodkową wynikającą z dużych prędkości obrotowych pralek (≥ 1000 obr./min) lub wysoką temperaturę piekarników (150 ℃), a jego sztywność i odporność temperaturowa mogą zapewnić długotrwałe użytkowanie bez odkształceń.

Proces dostosowywania








Fabryka i o nas
Siedziba NingBo Plastic Metal Product Co., Ltd (P&M) znajduje się w Yuyao, tak zwanym Mold City w Plastic Kingdom, na południowym krańcu mostu Hangzhou Bay Bridge, na północ od Szanghaju, na wschód od portu Ningbo, przy wąskiej podwójnej linii drogi stanowej 329 w ruchu lądowym, morskim i powietrznym, łączącej się w sieć ułatwiającą transport.
Dzięki dużej sile technicznej, naukowym metodom zarządzania i dobrej obsłudze posprzedażnej, produkt cieszy się dużym zaufaniem i jest mile widziany przez klientów z całego świata. P&M posiada ulepszony system rozwoju i produkcji, aby osiągnąć projektowanie form, produkcję wyrobów z tworzyw sztucznych i produkcję automatyczną. Naszymi głównymi produktami jest projektowanie i produkcja form z tworzyw sztucznych, wyrobów z tworzyw sztucznych, wyrobów metalowych. 90% produktów naszego przedsiębiorstwa jest eksportowanych do Ameryki, Europy, Niemiec, Japonii, Australii itp. Od wielu lat firma zajmuje się badaniami surowców. Firma posiada własny znak towarowy i dziesiątki patentów, zapewniając wygodniejsze wsparcie techniczne przy produkcji form i produkcji produktów. Firma P&M rozpoczęła działalność krajową w 2008 roku pod nazwą Shundi Mold Factory. I otworzył rynek międzynarodowy od 2014 roku. Zawsze przestrzegamy zasad jakości po raz pierwszy. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.
P&M kieruje się zorientowaniem rynkowym na jakość życia i koncentruje się na jakości usług oraz ciągłym rozwoju nowych produktów, zdeterminowany w celu ustanowienia lepszego wizerunku firmy, a nasi przyjaciele w kraju i za granicą, aby prowadzić szeroką gamę wymian biznesowych i współpracy, tworzą genialne.






Uszczelka
Opakowanie według Twoich potrzeb
1. Przesyłką lotniczą dostawa zajmuje 3-7 dni.
Towar możemy wysłać firmami DHL, Fedex, UPS.
2. Drogą morską czas dostawy zależy od Twojego portu.
Do krajów Azji Południowo-Wschodniej zajmuje to około 5-12 dni.
Do krajów bliskiego wschodu trwa około 18-25 dni.
Do krajów europejskich trwa około 20-28 dni.
Do krajów amerykańskich trwa około 28-35 dni.
Do Australii trwa około 10-15 dni.
Do krajów afrykańskich trwa około 30-35 dni.
Części rowerowe P&M, skupione wokół dzieci, równoważą bezpieczeństwo, zdrowie i zabawę, mając na celu dodanie jasnych kolorów pięknemu dzieciństwu dzieci. Cieszymy się na współpracę z Państwem, aby służyć naszym dzieciom.
Ścieżka rozwoju dziecka jest wybrukowana cegłami i płytkami.


Często zadawane pytania
1.Kim jesteśmy?
Mamy siedzibę w Zhejiang w Chinach, zaczynamy od 2014 roku, sprzedajemy do Ameryki Północnej (30,00%), Europy Południowej (10,00%), Europy Północnej (10,00%), Ameryki Środkowej (10,00%), Europy Zachodniej (10,00%), Bliskiego Wschodu (10,00%), Europy Wschodniej (10,00%), Ameryki Południowej (10,00%). W naszym biurze pracuje ogółem około 51-100 osób.
2. Jak możemy zagwarantować jakość?
Zawsze próbka przedprodukcyjna przed produkcją masową;
Zawsze ostateczna kontrola przed wysyłką;
3.Co możesz u nas kupić?
Forma, produkt z tworzywa sztucznego, produkt metalowy, produkt dentystyczny, obróbka CNC.
4. Dlaczego warto kupować u nas, a nie u innych dostawców?
Zajmujemy się głównie wszelkiego rodzaju projektowaniem 3D, drukiem 3D oraz oprzyrządowaniem i produktami z tworzyw sztucznych do form metalowych. Posiadamy własnego inżyniera i fabrykę. Kompleksowe dostawy: projektowanie 3D - druk 3D - produkcja form - wtrysk tworzyw sztucznych.
5. Jakie usługi możemy świadczyć?
Akceptowane warunki dostawy: FOB, CFR, CIF, EXW, FCA, DDP, DDU;
Akceptowana waluta płatności: USD, EUR;
Akceptowany rodzaj płatności: T/T, L/C, PayPal, Western Union, Escrow;
Język używany: angielski, chiński, hiszpański, francuski, rosyjski.
6.Jaka jest charakterystyka Twojej usługi?
1. Odpowiedź na Twoje zapytanie dotyczące naszych produktów lub cen zostanie udzielona w ciągu 24 godzin.
2. Dobrze wyszkolony i doświadczony personel, który odpowie na wszystkie Twoje pytania płynnie po angielsku.
3. Oferowanie wsparcia w rozwiązaniu problemu w okresie składania wniosków lub sprzedaży.
4. Konkurencyjne ceny oparte na tej samej jakości.
5. Gwarantuj jakość próbek taką samą jak jakość produkcji masowej.
Gorące Tagi: Formowanie wtryskowe PaGf30, Chiny, producent, dostawca, fabryka, dostosowane, hurtownia, zakup, jakość, najnowsza sprzedaż, wyprodukowano w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








