

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowe formowanie > Formowanie wtryskowe tworzyw sztucznych
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny







Formowanie wtryskowe tworzyw sztucznych
W zakresie formowania wtryskowego tworzyw sztucznych firma Ningbo (P&M) Plastic Metal Products Co., Ltd. posiada 18-letnie doświadczenie w technologii produkcji form i 10-letnie doświadczenie w eksporcie. Zapewniamy profesjonalne, kompleksowe usługi w zakresie form dostosowanych do indywidualnych potrzeb i jesteśmy profesjonalnym producentem form z tworzyw sztucznych. Możemy zastosować formowanie wtryskowe, rozdmuchowe, odlewanie ciśnieniowe i formowanie rotacyjne.
Wyślij zapytanie
Opis produktu
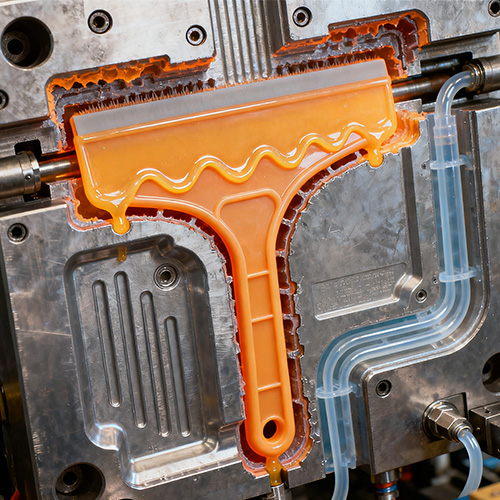
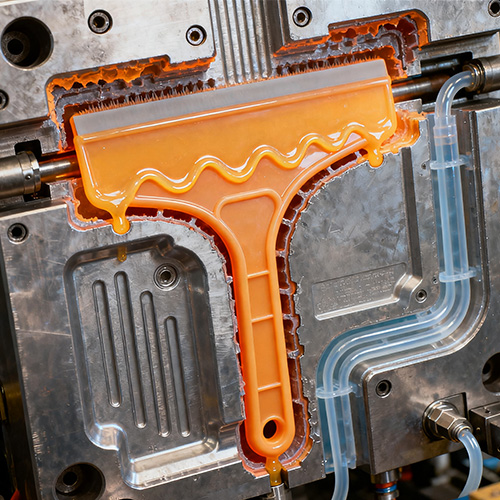
Formowanie wtryskowe tworzyw sztucznych odnosi się do funkcjonalnych komponentów wytwarzanych w procesie formowania wtryskowego tworzyw sztucznych, które służą do usuwania pozostałości substancji (takich jak kurz, ciecz, proszek, lepkie materiały) z powierzchni. Jego podstawowa struktura zwykle obejmuje główny korpus skrobaka (koniec roboczy stykający się z czyszczoną powierzchnią), część łączącą uchwyt (lub interfejs instalacyjny), a niektóre modele integrują również struktury pomocnicze, takie jak żebra wzmacniające i wzory antypoślizgowe. W porównaniu z tradycyjnymi skrobakami metalowymi (łatwe do rdzewienia, ciężkie) lub skrobakami gumowymi (słaba odporność na zużycie, łatwe do odkształcenia), skrobaki wtryskowe z tworzywa sztucznego mają tę zaletę, że są lekkie, odporne na korozję i duże możliwości dostosowania i są szeroko stosowane w sprzątaniu domów, produkcji przemysłowej, przetwórstwie spożywczym, poligrafii i pakowaniu, dostosowując się do potrzeb czyszczenia w różnych scenariuszach (takich jak czyszczenie płaskich powierzchni, czyszczenie rowków, wyrównywanie materiału).


Wprowadzenie do formowania wtryskowego tworzyw sztucznych P&M
A. Podstawowa charakterystyka formowania wtryskowego skrobaków z tworzyw sztucznych
1. Wysoka precyzja końca roboczego i duża zdolność adaptacji
Końcówka robocza (krawędź skrobaka lub powierzchnia styku) skrobaka wtryskowego z tworzywa sztucznego musi dokładnie pasować do czyszczonej powierzchni, dlatego wymagania dotyczące precyzji formowania są surowe: dzięki precyzyjnym formom (precyzja wnęki do ± 0,02 mm) i procesowi formowania wtryskowego z zamkniętą pętlą, płaskość roboczego końca skrobaka może wynosić ≤0,1 mm/m, a błąd zaokrąglenia krawędzi ≤0,05 mm, zapewniając brak pozostałości martwych narożników podczas czyszczenia. Jednocześnie kształt końca roboczego można dostosować do różnych scenariuszy czyszczenia: na przykład skrobaki do sprzątania w domu wykorzystują zakrzywione krawędzie (dostosowując się do czyszczenia zakrzywionych powierzchni, takich jak wanny, dna garnków), skrobaki z przemysłowych linii produkcyjnych wykorzystują proste krawędzie (dostosowują się do wyrównywania powierzchni płaskich, takich jak przenośniki taśmowe, wałki drukarskie), a skrobaki do przetwórstwa spożywczego wykorzystują krawędzie z zaokrąglonymi główkami (unikając zarysowań higienicznych powierzchni sprzętu, spełniając standardy), z możliwością adaptacji znacznie większą niż standardowe skrobaki metalowe.
2. Odporny na zużycie i uderzenia, długi okres użytkowania
Skrobaki muszą często ocierać się o powierzchnie lub stykać się z twardymi zanieczyszczeniami podczas użytkowania, dlatego mają niezwykle wysokie wymagania dotyczące odporności materiału na zużycie i udarności: popularne materiały wtryskowe (takie jak PP + włókno szklane, POM, PA66) mają po modyfikacji znacznie lepszą odporność na zużycie — na przykład skrobaki PP z dodatkiem 20% włókna szklanego mają współczynnik zużycia tylko 1/3 zwykłego PP (≤0,002 mm³/(N·m)) i wytrzymują ponad 500 000 testów tarcia bez widocznego zużycia krawędzi; Skrobaki z materiału POM mają udarność ponad 60 kJ/m², które nie są łatwe do złamania lub odkształcenia w przypadku przypadkowej kolizji (takiej jak upadek, uderzenie sprzętu), a normalna żywotność może sięgać 3-5 lat, czyli 2-3 razy dłużej niż w przypadku tradycyjnych skrobaków gumowych.
3. Lekka i ergonomiczna konstrukcja
Charakterystyka tworzyw sztucznych o niskiej gęstości (taka jak gęstość PP 0,9 g/cm3, gęstość POM 1,41 g/cm3) sprawia, że całkowita waga skrobaka mieści się w przedziale 50–200 g i jest znacznie lżejsza niż skrobaki metalowe o tej samej wielkości (300–500 g), co może zmniejszyć zmęczenie dłoni podczas długotrwałego użytkowania (na przykład pracownicy linii produkcyjnych przemysłowych pracują nieprzerwanie przez 1 godzinę, a obciążenie dłoni zmniejsza się o ponad 60%). Jednocześnie proces formowania wtryskowego umożliwia zintegrowane formowanie ergonomicznych struktur: na przykład część łącząca uchwytu jest zaprojektowana w kształcie łuku dopasowanego do dłoni, a na powierzchni dodano wzory antypoślizgowe (współczynnik tarcia zwiększa się do ponad 0,8, aby uniknąć poślizgu), a niektóre duże skrobaki przemysłowe zawierają również rowki uchwytowe lub uchwyty pomocnicze, aby jeszcze bardziej poprawić komfort pracy i stabilność.
4. Odporny na korozję i zgodny z normami higienicznymi
Zgarniaki wtryskowe z tworzywa sztucznego charakteryzują się doskonałą stabilnością chemiczną i są odporne na erozję zwykłych środków czyszczących i roztworów kwasowo-zasadowych (takich jak detergenty domowe, alkohol przemysłowy, roztwór kwasu cytrynowego dopuszczony do kontaktu z żywnością), bez deformacji, odbarwień lub wytrącania się materiału po długotrwałym kontakcie, nadają się do stosowania w wielu scenariuszach: na przykład skrobaki do warsztatów chemicznych mogą mieć kontakt ze słabo żrącymi cieczami, a skrobaki do przetwórstwa żywności mogą mieć kontakt z surowcami spożywczymi (takimi jak ciasto, sos) bez zanieczyszczania materiałów. Jednocześnie skrobaki do kontaktu z żywnością (wykorzystujące materiały PP i PE z certyfikatem FDA) mają gładką i nieporowatą powierzchnię, są łatwe do czyszczenia i dezynfekcji (można gotować w wysokiej temperaturze lub dezynfekować promieniami ultrafioletowymi) i spełniają standardy higieny przemysłu spożywczego (takie jak GB 4806.7-2016), unikając ryzyka zanieczyszczenia spowodowanego rdzą tradycyjnych skrobaków metalowych lub starzeniem się skrobaków gumowych.
B. Proces produkcyjny formowania wtryskowego zgarniaków z tworzyw sztucznych
1. Analiza wymagań i projektowanie form
Najpierw wyjaśnij podstawowe wymagania techniczne zgodnie ze scenariuszem użycia skrobaczki: na przykład skrobaki do sprzątania w domu muszą skupiać się na precyzji krawędzi (zaokrąglenie R0,5–R1,0 mm) i lekkości (waga ≤100 g), skrobaki przemysłowe muszą kłaść nacisk na odporność na zużycie (dodanie wzmocnienia włóknem szklanym) i wytrzymałość konstrukcyjną (integrowanie żeber wzmacniających), a skrobaki do kontaktu z żywnością muszą spełniać certyfikaty higieny (materiały nietoksyczne). W oparciu o wymagania należy użyć programów CAD (takich jak SolidWorks, AutoCAD) do narysowania modelu 3D skrobaka, koncentrując się na zaprojektowaniu: kąta krawędzi końcówki roboczej (zwykle 30°-60°, dostosowywanego w zależności od materiału czyszczącego, np. kąt ostry 60° do zgarniania materiałów lepkich, kąt rozwarty 30° do proszku wyrównującego), układ głównych żeber wzmacniających (rozstaw 15-25mm, grubość 2-3 mm, co poprawia sztywność bez zwiększania zbyt dużej masy) oraz rozmiar interfejsu instalacyjnego (np. błąd średnicy otworu klamry uchwytu ≤0,05 mm, zapewniający pewny montaż). Na etapie projektowania formy użyj oprogramowania Moldflow do analizy przepływu formy, zoptymalizuj system wlewowy (używając przewężek, aby uniknąć pozostawiania śladów na końcu roboczym) i system chłodzenia (równomiernie rozmieść kanały wodne w zależności od grubości skrobaka, czas chłodzenia kontrolowany w zakresie 20-40 s, aby zapobiec wypaczeniom) i wybierz jako formę stal wstępnie hartowaną P20 (małe i średnie partie) lub stal do formowania do pracy na gorąco H13 (duże partie, żywotność ≥300 000 razy). materiał.
2. Przygotowanie surowców i formowanie wtryskowe
Wybierz odpowiednie materiały w zależności od funkcji skrobaka: PP (niski koszt, dobra wytrzymałość) do użytku domowego, PP + 20% włókna szklanego (odporne na zużycie i sztywne) do zastosowań przemysłowych, PP/PE klasy FDA (higieniczny i nietoksyczny) do użytku spożywczego oraz POM (dobra stabilność wymiarowa) do precyzyjnych skrobaków. Podczas przygotowania surowca należy wymieszać cząstki tworzyw sztucznych z niezbędnymi dodatkami: takimi jak dodanie przeciwutleniaczy (0,2%-0,5%, opóźniające starzenie) do skrobaków przemysłowych, dodanie środków anty-UV (0,5%-1%, ochrona przed ekspozycją) do skrobaków zewnętrznych oraz zakazanie stosowania toksycznych dodatków do skrobaków przeznaczonych do kontaktu z żywnością. Wymieszane surowce umieszcza się w suszarce (temperatura 80-100℃, czas 2-3 godziny) w celu usunięcia wilgoci, unikając powstawania pęcherzyków po formowaniu wtryskowym. Na etapie formowania wtryskowego dodaj wysuszone surowce do leja zasypowego wtryskarki i ustaw parametry procesu w zależności od materiału: temperatura materiału PP 180-220 ℃, ciśnienie wtrysku 60-80 MPa; Temperatura materiału POM 190-210℃, ciśnienie wtrysku 70-90MPa; Temperatura materiału PP wzmocnionego włóknem szklanym 200-230℃, ciśnienie wtrysku 80-100MPa. Wtryskarka wtryskuje stopione tworzywo sztuczne do wnęki formy poprzez śrubę, utrzymuje ciśnienie przez 10-15 s, następnie chłodzi i zestala, a na koniec wyjmuje półfabrykat zgarniacza za pomocą mechanizmu wyrzutnika (trzpień wypychacza lub płyta wypychacza) i usuwa pozostałości bramy ręcznie lub mechanicznie po wyjęciu z formy.
3. Obróbka końcowa i kontrola jakości
Półfabrykat skrobaka wymaga ukierunkowanej obróbki końcowej: krawędź końca roboczego należy wypolerować (wypolerować papierem ściernym 800#-1200#, chropowatość powierzchni Ra≤0,8μm, zapewniając czystość i brak zarysowań); skrobaki przemysłowe wymagają piaskowania powierzchni (zwiększenie tarcia w celu uniknięcia przylegania materiału); skrobaki do kontaktu z żywnością wymagają dezynfekcji w wysokiej temperaturze (gotowanie w temperaturze 121 ℃ przez 30 minut w celu usunięcia oleju z powierzchni). Kontrola jakości realizowana jest wielowymiarowo:
Kontrola dokładności wymiarowej: Użyj współrzędnościowej maszyny pomiarowej do wykrycia płaskości końca roboczego (≤0,1 mm/m), zaokrąglenia krawędzi (błąd ≤0,05 mm) i rozmiaru interfejsu instalacyjnego (tolerancja ±0,03 mm), aby zapewnić zgodność z wymaganiami projektowymi;
Kontrola właściwości mechanicznych: Próbka sprawdza wytrzymałość zginania skrobaka (PP + skrobak z włókna szklanego ≥50MPa) i udarność (skrobak POM ≥50kJ/m²) w celu sprawdzenia żywotności;
Test działania: Symuluj rzeczywiste scenariusze użytkowania, takie jak testowanie resztkowego współczynnika czyszczenia zakrzywionych powierzchni skrobaków domowych (≤5%), testowanie zużycia krawędzi skrobaków przemysłowych po 50 000 tarć (≤0,1 mm) i testowanie zgodności z higieną skrobaków do żywności (bez wytrącania się materiału).
Kwalifikowane zgarniaki są pakowane (w pojedyncze worki lub pakowane zbiorczo w pudełka, aby uniknąć zużycia podczas transportu) i przygotowywane do dostawy.
Formowanie wtryskowe tworzyw sztucznych P&M (specyfikacja)
|
Nazwa formy |
Formowanie wtryskowe tworzyw sztucznych |
|
Obiecujemy |
Wszystko skupione na kliencie, nigdy nastawione na krótkotrwały zysk i sprzedające długoterminowe korzyści |
|
Produkujemy |
Forma, prototyp, formowanie wtryskowe, montaż produktu, druk powierzchniowy, natryskiwanie integracji powierzchni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar obrazów wielokątowych |
|
Czas pleśni |
Około 25 dni roboczych |
|
Czas produktu |
7-15 dni |
|
Precyzja mody |
± 0,1 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki kontrolne - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka formy - obróbka rdzenia - obróbka elektrod - obróbka systemu wlewów - obróbka i zakup części - akceptacja obróbki - proces obróbki powierzchni wnęki - tryb złożony Matryca - cała powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłanie próbek |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub te same różne produkty mogą być wykonane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wżery, lustrzane wykończenie, matowa powierzchnia, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Smukła technologia |
Frezowanie, szlifowanie, CNC, EDM, cięcie drutem, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
Surowce z tworzyw sztucznych przeznaczone do kontaktu z żywnością |
|
Pochodzenie |
Wyprodukowano w Chinach |
Funkcja i zastosowanie skrobaka do formowania wtryskowego tworzyw sztucznych P&M
1. Scenariusz sprzątania domu
Podstawowe wymagania dotyczące skrobaków w tym scenariuszu to lekkość, łatwe czyszczenie i dostosowanie do zakrzywionych powierzchni w domu. Typowe typy:
Skrobaczki do czyszczenia kuchni: wykonane głównie z materiału PP, z końcówką roboczą w kształcie łuku (dostosowującą się do dna garnków i krawędzi zlewu), listwą krawędziową R0,8–R1,2 mm (zapobiegającą zarysowaniu naczyń kuchennych) i antypoślizgowymi wzorami na części łączącej uchwyt. Służy do zeskrobywania przypalonych plam z dna garnków i resztek jedzenia w zlewozmywakach, o wadze 50-80g, łatwy w obsłudze jedną ręką.
Skrobaczki do czyszczenia łazienek: materiał PP lub HDPE (odporny na wilgoć), z połączoną prostą krawędzią i konstrukcją łukową na końcu roboczym (dostosowującą się do płaszczyzn płytek i zakrzywionych powierzchni wanny), niektóre z paskami zgarniającymi wodę (zintegrowany materiał silikonowy, zarówno do skrobania wody, jak i czyszczenia). Służy do usuwania kamienia wodnego ze szkła w łazience i pleśni w szczelinach płytek. Można go zawiesić do przechowywania (z otworami do zawieszania na uchwycie).
2. Scenariusz produkcji przemysłowej
Scenariusze przemysłowe wymagają, aby zgarniacze miały wysoką wytrzymałość, wysoką odporność na zużycie i odporność na środowisko. Typowe zastosowania:
Zgarniaki przenośnikowe linii produkcyjnej: materiał PA66+30%GF, konstrukcja z prostą krawędzią końca roboczego (dopasowująca się do płaszczyzny taśmy przenośnika), grubość 3-5mm (zwiększająca sztywność), z otworami na śruby w interfejsie montażowym (mocowanym na sprzęcie przenośnika). Służy do zeskrobywania resztek materiałów z powierzchni taśmy przenośnika (takich jak proszek rudy, cząstki tworzyw sztucznych) i może wytrzymać wysoką temperaturę 120 ℃ i tarcie o wysokiej częstotliwości.
Precyzyjne skrobaki elektroniczne: materiał POM, ultra cienka konstrukcja końcówki roboczej (grubość 0,5-1 mm, zapobiegająca uszkodzeniu elementów elektronicznych), precyzja krawędzi ± 0,02 mm, powierzchnia polerowana do Ra≤0,025 μm. Służy do czyszczenia drobnego pyłu i resztek fotorezystu na powierzchni płytek i wiórów i musi być stosowany w czystych pomieszczeniach (unikając wtórnego zanieczyszczenia).
3. Scenariusze dla branży spożywczej i farmaceutycznej
Podstawowymi wymaganiami takich scenariuszy są higiena, bezpieczeństwo i zgodność. Typowe typy:
Skrobaki do przetwórstwa żywności: materiał PE lub PP przeznaczony do kontaktu z żywnością, jednoczęściowy kształt bez szczelin łączących (co zapobiega rozwojowi bakterii), okrągła główka na końcu roboczym (zapobiegająca zarysowaniu pleśni spożywczych), można dezynfekować poprzez gotowanie w wysokiej temperaturze (121°C, 30 minut). Stosowany do dzielenia ciasta, wyrównywania sosów i czyszczenia resztek form do żywności, zgodnie z normami FDA i GB 4806.7-2016.
Skrobaki farmaceutyczne: PP klasy spożywczej + środek antybakteryjny (dodanie 0,5% środka antybakteryjnego z jonami srebra, stopień bakteriostazy ≥99%), powierzchnia antystatyczna (zapobiegająca adsorpcji proszku leku), konstrukcja z wąską krawędzią końca roboczego (dostosowująca się do narożników zbiorników do przechowywania proszku leku). Służy do wyrównywania proszków farmaceutycznych i czyszczenia wewnętrznych ścian zbiorników magazynowych i musi być produkowany w warsztatach posiadających certyfikat GMP.
Proces dostosowywania








Fabryka i o nas
Siedziba NingBo Plastic Metal Product Co., Ltd (P&M) znajduje się w Yuyao, tak zwanym Mold City w Plastic Kingdom, na południowym krańcu mostu Hangzhou Bay Bridge, na północ od Szanghaju, na wschód od portu Ningbo, przy wąskiej podwójnej linii drogi stanowej 329 w ruchu lądowym, morskim i powietrznym, łączącej się w sieć ułatwiającą transport.
Dzięki dużej sile technicznej, naukowym metodom zarządzania i dobrej obsłudze posprzedażnej, produkt cieszy się dużym zaufaniem i jest mile widziany przez klientów z całego świata. P&M posiada ulepszony system rozwoju i produkcji, aby osiągnąć projektowanie form, produkcję wyrobów z tworzyw sztucznych i produkcję automatyczną. Naszymi głównymi produktami jest projektowanie i produkcja form z tworzyw sztucznych, wyrobów z tworzyw sztucznych, wyrobów metalowych. 90% produktów naszego przedsiębiorstwa jest eksportowanych do Ameryki, Europy, Niemiec, Japonii, Australii itp. Od wielu lat firma zajmuje się badaniami surowców. Firma posiada własny znak towarowy i dziesiątki patentów, zapewniając wygodniejsze wsparcie techniczne przy produkcji form i produkcji produktów. Firma P&M rozpoczęła działalność krajową w 2008 roku pod nazwą Shundi Mold Factory. I otworzył rynek międzynarodowy od 2014 roku. Zawsze przestrzegamy zasad jakości po raz pierwszy. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.
P&M kieruje się zorientowaniem rynkowym na jakość życia i koncentruje się na jakości usług oraz ciągłym rozwoju nowych produktów, zdeterminowany w celu ustanowienia lepszego wizerunku firmy, a nasi przyjaciele w kraju i za granicą, aby prowadzić szeroką gamę wymian biznesowych i współpracy, tworzą genialne.






Uszczelka
Opakowanie według Twoich potrzeb
1. Przesyłką lotniczą dostawa zajmuje 3-7 dni.
Towar możemy wysłać firmami DHL, Fedex, UPS.
2. Drogą morską czas dostawy zależy od Twojego portu.
Do krajów Azji Południowo-Wschodniej zajmuje to około 5-12 dni.
Do krajów bliskiego wschodu trwa około 18-25 dni.
Do krajów europejskich trwa około 20-28 dni.
Do krajów amerykańskich trwa około 28-35 dni.
Do Australii trwa około 10-15 dni.
Do krajów afrykańskich trwa około 30-35 dni.
Części rowerowe P&M, skupione wokół dzieci, równoważą bezpieczeństwo, zdrowie i zabawę, mając na celu dodanie jasnych kolorów pięknemu dzieciństwu dzieci. Cieszymy się na współpracę z Państwem, aby służyć naszym dzieciom.
Ścieżka rozwoju dziecka jest wybrukowana cegłami i płytkami.


Często zadawane pytania
1.Kim jesteśmy?
Mamy siedzibę w Zhejiang w Chinach, zaczynamy od 2014 roku, sprzedajemy do Ameryki Północnej (30,00%), Europy Południowej (10,00%), Europy Północnej (10,00%), Ameryki Środkowej (10,00%), Europy Zachodniej (10,00%), Bliskiego Wschodu (10,00%), Europy Wschodniej (10,00%), Ameryki Południowej (10,00%). W naszym biurze pracuje ogółem około 51-100 osób.
2. Jak możemy zagwarantować jakość?
Zawsze próbka przedprodukcyjna przed produkcją masową;
Zawsze ostateczna kontrola przed wysyłką;
3.Co możesz u nas kupić?
Forma, produkt z tworzywa sztucznego, produkt metalowy, produkt dentystyczny, obróbka CNC.
4. Dlaczego warto kupować u nas, a nie u innych dostawców?
Zajmujemy się głównie wszelkiego rodzaju projektowaniem 3D, drukiem 3D oraz oprzyrządowaniem i produktami z tworzyw sztucznych do form metalowych. Posiadamy własnego inżyniera i fabrykę. Kompleksowe dostawy: projektowanie 3D - druk 3D - produkcja form - wtrysk tworzyw sztucznych.
5. Jakie usługi możemy świadczyć?
Akceptowane warunki dostawy: FOB, CFR, CIF, EXW, FCA, DDP, DDU;
Akceptowana waluta płatności: USD, EUR;
Akceptowany rodzaj płatności: T/T, L/C, PayPal, Western Union, Escrow;
Język używany: angielski, chiński, hiszpański, francuski, rosyjski.
6.Jaka jest charakterystyka Twojej usługi?
1. Odpowiedź na Twoje zapytanie dotyczące naszych produktów lub cen zostanie udzielona w ciągu 24 godzin.
2. Dobrze wyszkolony i doświadczony personel, który odpowie na wszystkie Twoje pytania płynnie po angielsku.
3. Oferowanie wsparcia w rozwiązaniu problemu w okresie składania wniosków lub sprzedaży.
4. Konkurencyjne ceny oparte na tej samej jakości.
5. Gwarantuj jakość próbek taką samą jak jakość produkcji masowej.
Gorące Tagi: Formowanie wtryskowe tworzyw sztucznych, Chiny, producent, dostawca, fabryka, dostosowane, hurtownia, zakup, jakość, najnowsza sprzedaż, wyprodukowano w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








