

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowe formowanie > Dostosuj niestandardowe formowanie plastikowych części samochodowych
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny









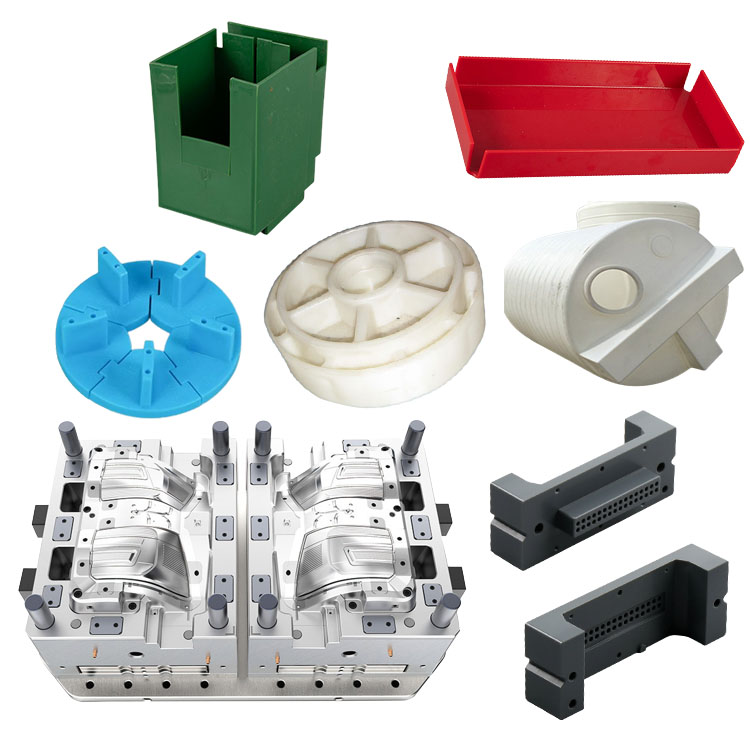
Dostosuj niestandardowe formowanie plastikowych części samochodowych
Ningbo (P&M) Plastic Metal Products Co., Ltd. ma 17 lat doświadczenia w technologii produkcji form i może dostosować niestandardowe formowanie części samochodowych z tworzyw sztucznych. Świadczymy profesjonalne, niestandardowe usługi formowania niestandardowych części samochodowych z tworzyw sztucznych i jesteśmy profesjonalnym producentem niestandardowych formowania części samochodowych z tworzyw sztucznych. Mamy wystarczające doświadczenie w doborze surowców produktowych i materiałów na formy. W procesie dostosowywania niestandardowych formowania plastikowych części samochodowych nasza fabryka może zapewnić kompleksową obsługę. Posiadamy możliwości projektowe i produkcyjne związane z formowaniem niestandardowych części samochodowych z tworzyw sztucznych, takie jak: projektowanie CAD, produkcja form, formowanie wtryskowe, produkcja wyrobów z tworzyw sztucznych, montaż i inne technologie.
Wyślij zapytanie
Opis produktu
Ponadto nasza firma nawiązała współpracę z dostawcami surowców tworzyw sztucznych, producentami poligrafii itp., aby zapewnić dostawy surowców i jakość druku. Dzięki naszemu bogatemu doświadczeniu i doskonałemu łańcuchowi dostaw nasza firma może zapewnić klientom wysokiej jakości niestandardowe plastikowe części samochodowe do formowania na zamówienie, aby spełnić ich specyficzne potrzeby. Jednocześnie mamy 10 lat profesjonalnego doświadczenia w obsłudze handlu zagranicznego, rozumiemy proces handlu zagranicznego i lepiej obsługujemy naszych klientów. W przypadku niestandardowych produktów do formowania części samochodowych z tworzyw sztucznych możemy wykonać odpowiednie części z tworzyw sztucznych, co odbywa się głównie za pomocą form wtryskowych.



Produkcja niestandardowych komponentów samochodowych z tworzyw sztucznych stanowi kompleksową dyscyplinę inżynierii systemów, która integruje materiały, projektowanie konstrukcyjne, procesy produkcyjne, charakterystykę wydajności, zgodność z przepisami i zarządzanie kosztami. Wymagane jest jednoczesne spełnienie czterech podstawowych celów: płynna integracja z montażem pojazdu, bezpieczeństwo i trwałość, ochrona środowiska i standardy zdrowotne oraz stabilna produkcja masowa. W poniższej sekcji systematycznie przedstawiono krytyczne wymagania dotyczące całego procesu dostosowywania w sześciu kluczowych wymiarach: dobór materiałów, projekt konstrukcyjny, oprzyrządowanie i procesy, walidacja wydajności, zgodność z wymogami ochrony środowiska i dostawa masowa.
I. Wybór materiału: Precyzyjne dopasowanie w oparciu o scenariusze zastosowań – równoważenie wydajności i kosztów
Plastikowe komponenty samochodowe można ogólnie podzielić na trzy typy: części zewnętrzne, części wewnętrzne i funkcjonalne części konstrukcyjne. Wybór materiału bezpośrednio determinuje żywotność poszczególnych komponentów, a także ogólną jakość pojazdu.
Części zewnętrzne (zderzaki, kratki, zewnętrzne panele wykończeniowe)
Podstawowe wymagania: Odporność na warunki atmosferyczne, odporność na uderzenia, tolerancja na ekstremalne temperatury (wysokie i niskie), odporność na uderzenia kamieni i odporność na promieniowanie UV.
Typowe materiały: PP + EPDM + Talk (PP-T20/T30) — główny wybór zderzaków, oferujący niski koszt i doskonałą wytrzymałość; PC/PMMA – stosowany na kratki i osłony lamp, charakteryzujący się wysoką przepuszczalnością światła i odpornością na warunki atmosferyczne; ASA — zapewnia lepszą odporność na warunki atmosferyczne w porównaniu z ABS, zapewniając brak odbarwień podczas długotrwałej ekspozycji na zewnątrz.
Kluczowe wskaźniki wydajności: Temperatura ugięcia pod wpływem ciepła (HDT) ≥ 100°C; nie zaobserwowano pęknięć po cyklach termicznych w zakresie od -40°C do 120°C; różnica kolorów (ΔE) ≤ 3 po 1000 godzinach starzenia UV.
Części wewnętrzne (tablice przyrządów, panele drzwi, konsole środkowe, podłokietniki)
Podstawowe wymagania: Niski zapach, niska emisja LZO (lotnych związków organicznych), ognioodporność, przyjemne w dotyku i odporność na zarysowania.
Typowe materiały: PP + talk — używany do ram konstrukcyjnych, zapewniający wysoką sztywność i niski koszt; TPE/TPV — stosowany w nakładkach typu soft-touch, zapewniający doskonałe wrażenia dotykowe; Stop ABS/PC — stosowany do paneli konsoli środkowej, charakteryzujący się wysokim połyskiem i odpornością na zarysowania; Pianka PU — stosowana do najwyższej jakości skór powierzchniowych, zapewniająca miękkość i wygodę.
Kluczowe wskaźniki wydajności: Ocena zapachu ≤ Poziom 3 (wg VDA 270); Emisja LZO zgodna z normami GB/T 27630; Ognioodporność: ocena UL94-HB; Odporność na zarysowania: twardość ołówka ≥ 2H.
Funkcjonalne części konstrukcyjne (obudowy akumulatorów, kolektory dolotowe, wsporniki, koła zębate)
Podstawowe wymagania: Wysoka wytrzymałość, wysoka sztywność, stabilność wymiarowa, odporność na zmęczenie, odporność na olej i chemikalia oraz odporność na wysoką temperaturę. Typowe materiały: PA66+GF30 (elementy peryferyjne silnika; wytrzymałość na rozciąganie ≥ 150 MPa), PP z długiego włókna szklanego (LGF-PP) (lekkie elementy konstrukcyjne), POM (precyzyjne przekładnie; odporne na zużycie), PPO (osłony podwozia podwozia; odporne na uderzenia kamieni).
Kluczowe wskaźniki wydajności: stopień skurczu ≤ 1,0%, temperatura ugięcia pod wpływem ciepła (HDT) ≥ 120°C, pomyślne ukończenie 1000 cykli termicznych w temperaturach od -40°C do 85°C oraz zgodność z normami wodoodporności IP67.
Ogólne zasady doboru materiałów: Należy nadać priorytet modyfikowanemu PP (oferującemu najlepszy stosunek ceny do wydajności); wybierz PA lub PC wzmocniony włóknem szklanym dla kluczowych komponentów; wybrać stopy ABS/PC do części estetycznych/zewnętrznych; ściśle przestrzegać specyfikacji materiałowych producenta pojazdu; i surowo zabraniają stosowania materiałów o wysokiej zawartości LZO lub materiałów łatwo ulegających rozkładowi.
II. Projekt konstrukcyjny: zoptymalizowany pod kątem procesów formowania wtryskowego, aby zapewnić integralność montażu i wytrzymałość konstrukcyjną
Projekt konstrukcyjny samochodowych elementów z tworzyw sztucznych musi równoważyć formowalność, montaż, wytrzymałość konstrukcyjną i cele związane z lekkością, aby zapobiec problemom, takim jak nieosiągnięcie masowej produkcji lub awaria komponentu podczas serwisu.
Projekt dotyczący grubości ścianki: Utrzymuj jednolitą nominalną grubość ścianki 2–4 mm; ograniczyć zlokalizowane grube przekroje do ≤ 5 mm. Zastosuj „koringowanie” (usuwanie materiału) na odwrotnej stronie grubościennych obszarów, aby zmniejszyć grubość i zastosować żebra wzmacniające (grubość żebra ≤ 70% grubości ściany; wysokość żebra ≤ 3-krotność grubości ściany), aby zapobiec zapadnięciom, pustym przestrzeniom i deformacjom.
Kąt pochylenia (stożek uwalniający formę): Zastosować minimalne zanurzenie ≥ 1° dla powierzchni zewnętrznych/widocznych, ≥ 0,5° dla powierzchni wewnętrznych i ≥ 1,5° do 2° dla głębokich wnęk lub części z licznymi żebrami. W przypadku miękkich materiałów TPE kąt pochylenia można zmniejszyć do 0,3°. Środki te zapobiegają powstawaniu „śladów po pchnięciu szpilką” (wybielanie po wyrzuceniu) i śladów ociągania powierzchni.
Zaokrąglenia i przejścia: Zastosuj minimalny promień (R) ≥ 0,5 mm do wszystkich narożników/krawędzi zewnętrznych, ≥ 0,3 mm do narożników wewnętrznych i ≥ 1 mm u podstawy elementów zatrzaskowych. Eliminuje to koncentrację naprężeń i zapobiega pękaniu.
Konstrukcje montażowe: Zaprojektuj zaczepy zatrzaskowe o maksymalnym kącie ≤ 45°; zachować luz łączący 0,1–0,2 mm; i zapewnić minimalną siłę trzymania/wyciągania ≥ 50 N. Wzmocnić występy śrub żebrami i dobrać średnicę otworu na śrubę o 0,1–0,2 mm większą niż średnica śruby. Określ stopnie tolerancji IT7–IT8 dla ustalania kołków i otworów, aby zapewnić dokładne wyrównanie zespołu. Linie podziału i podcięcia: Powierzchnię podziału należy wybrać na największym przekroju; w przypadku skomplikowanych podcięć użyj kątowych wypychaczy lub suwaków, aby zapobiec pojawianiu się linii podziału na powierzchniach kosmetycznych. W przypadku części kosmetycznych linie podziału muszą być ukryte, a wypływ musi wynosić ≤0,1 mm.
Lekka konstrukcja: zapewniając integralność strukturalną, optymalizuj grubość ścianek, uwzględnij żebra i wykorzystaj wydrążone struktury, aby uzyskać redukcję masy o 10–20%, obniżając w ten sposób koszty materiałów.
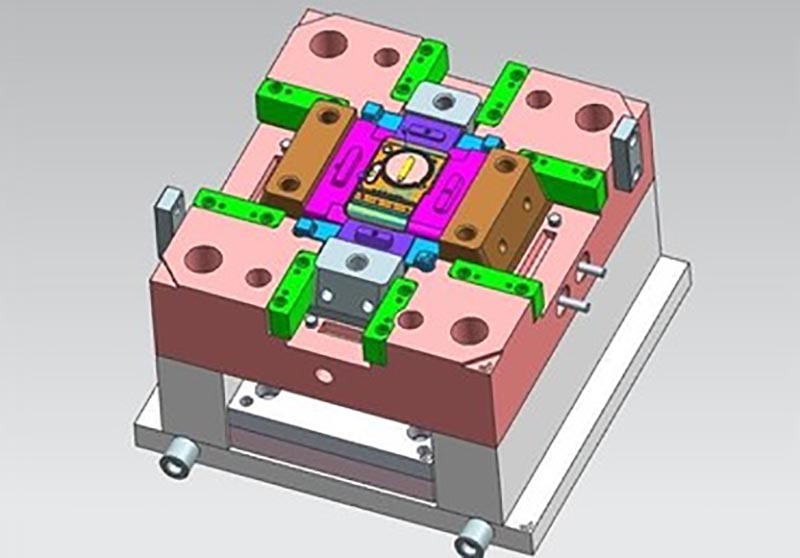
III. Procesy formowania i formowania wtryskowego: zapewnienie stabilnej produkcji masowej i dokładności wymiarowej
Wymagania dotyczące formy
Materiał: Do form do produkcji masowej należy stosować stal wstępnie hartowaną (P20, 718H); w przypadku elementów krytycznych należy stosować stal hartowaną (S136). Wykończenie powierzchni może obejmować polerowanie, teksturowanie lub chromowanie. Oczekiwana długość życia formy: ≥500 000 cykli.
Prowadnice i bramy: Profil główny powinien być powiększony, a płozy odgałęzione muszą być wyważone. Wybierz bramy boczne, bramy wentylatorowe lub bramy podwodne, aby zapobiec bezpośredniemu uderzeniu w rdzeń. W przypadku form wielogniazdowych należy zastosować układ symetryczny, aby zapewnić spójne wypełnienie.
Wentylacja i chłodzenie: Wytnij rowki wentylacyjne (o głębokości 0,02–0,03 mm) na powierzchni podziału, w miejscach żeber i w obszarach linii spawania. Kanały chłodzące powinny być rozmieszczone równomiernie; Wahania temperatury formy muszą być utrzymywane w granicach ±5°C, aby zminimalizować wypaczenia.
Wypychanie: Wykorzystaj kombinację kołków wypychaczy, płytek wypychaczy i tulei wypychaczy. W przypadku części o dużej powierzchni należy używać płytek wypychaczy, aby zapobiec powstawaniu „śladów wypychaczy” (wybielenia) i deformacji.
Proces formowania wtryskowego
Temperatura: Temperatura beczki: 180–220°C dla PP; 250–280°C dla PA66+GF30. Temperatura dyszy powinna być nieco niższa, aby zapobiec ślinieniu.
Ciśnienie: Ciśnienie wtrysku: 40–80 MPa dla PP; 80–140 MPa dla części wzmocnionych włóknem szklanym. Ciśnienie docisku: 30–60% ciśnienia wtrysku dla PP; 60–80% dla części wzmocnionych włóknem szklanym.
Prędkość: Do napełniania należy stosować średnie i wysokie prędkości wtrysku. W przypadku części cienkościennych stosuj duże prędkości; w przypadku grubościennych części należy stosować wielostopniową kontrolę prędkości, aby zapobiec uwięzieniu powietrza i pływającym włoskom.
Temperatura formy: 30–50°C dla PP; 60–90°C dla PA66+GF30. Zapewnia to odpowiednią krystalizację i stabilność wymiarową. Chłodzenie: 5–15 sekund w przypadku części PP; 10–30 sekund w przypadku części wzmocnionych włóknem szklanym; zapewnić pełne zestalenie przed wyrzuceniem.
IV. Weryfikacja wydajności: kompleksowe testy zapewniające niezawodność na poziomie pojazdu
Niestandardowe komponenty muszą pomyślnie przejść testy wydajności na poziomie pojazdu; części, które nie przejdą tych testów, są surowo zabronione do produkcji masowej.
Właściwości mechaniczne: Wytrzymałość na rozciąganie/zginanie/uderzenie, trwałość zmęczeniowa i siła wyciągania zatrzasku ≥ 50 N.
Niezawodność środowiskowa: praca cykliczna w wysokich/niskich temperaturach (od -40°C do 120°C, 1000 cykli), starzenie w wilgoci w wysokiej temperaturze, odporność na oleje/chemikalia i odporność na odpryski od kamieni (uderzenie 200 g piasku kwarcowego przy prędkości 80 km/h bez penetracji).
Dokładność wymiarowa: zgodnie z normą ISO 2768-m; krytyczne wymiary współpracujące w granicach tolerancji IT7–IT8; płaskość ≤ 0,5 mm/100 mm; tolerancja profilu ≤ 1,0 mm.
Jakość wyglądu: Wolne od zapadnięć, pustych przestrzeni (pęcherzyków), linii spawów i wypływów; różnica kolorów ΔE ≤ 1,0; zmiana połysku ≤ ± 5 GU; dopuszczalna długość rysy: ≤ 10 mm dla części zewnętrznych, ≤ 5 mm dla części wewnętrznych.
Testy starzenia: Testy starzenia UV i lampy ksenonowej, aby zagwarantować brak odbarwień i pęknięć po 5 latach ekspozycji na zewnątrz.
V. Zgodność ze środowiskiem i przepisami: Globalne standardy przestrzegania przepisów i zdrowia
Ograniczenia dotyczące substancji niebezpiecznych: Zgodny z GB/T 26572, dyrektywami UE REACH i ELV; limity dla ołowiu (Pb), kadmu (Cd), rtęci (Hg) i sześciowartościowego chromu (Cr VI) ≤ 1000 ppm; stosowanie azbestu i wielopierścieniowych węglowodorów aromatycznych (WWA) jest surowo zabronione.
Jakość powietrza we wnętrzu: Elementy wnętrza muszą spełniać normy dotyczące LZO (lotnych związków organicznych), aldehydów i ketonów; poziom zapachu ≤ Stopień 3, zapewniający zdrowie i bezpieczeństwo pasażerów pojazdu.
Możliwość recyklingu: Priorytetowo traktowane są projekty wykonane z jednego materiału, aby ułatwić recykling i dostosować się do zasad gospodarki o obiegu zamkniętym.
VI. Dostawa seryjna: równoważenie kosztów, wydajności i spójności
Wybór oprzyrządowania a wielkość partii: W małych partiach (< 500 jednostek) wykorzystuje się druk 3D lub formy aluminiowe; średnie partie (500–5 000 sztuk) wykorzystują formy ze stopu aluminium; duże partie (> 5000 jednostek) wykorzystują formy stalowe, równoważąc w ten sposób opłacalność z wydajnością produkcji. Stabilność produkcji: Zatwierdzenie pierwszej sztuki i kontrola SPC w trakcie procesu (Cpk ≥ 1,33) zapewniają spójność partii.
Kontrola kosztów: Optymalizacja materiałów, projektowania konstrukcji i procesów produkcyjnych zmniejsza koszty jednostkowe i zwiększa opłacalność.
Jesteśmy producentem niestandardowych formowania części samochodowych z tworzyw sztucznych, zapewniającym wysokiej jakości produkcję niestandardowych formowania części samochodowych z tworzyw sztucznych. Jeśli chcesz dostosowywać/opracowywać niestandardowe produkty do formowania części samochodowych z tworzyw sztucznych, możesz nas znaleźć. Posiadamy profesjonalny projekt form wtryskowych i dojrzałą technologię produkcji, zapewniając kompleksową obsługę, od projektowania produktu - wytwarzania form - produkcji produktu - pakowania produktów - transportu produktów, możemy Ci pomóc w każdym łączu. Tak długo jak do nas przyjdziesz, zapewnimy Ci najwyższą jakość usług i usatysfakcjonujemy Cię pod względem jakości produktu, czasu produkcji, dialogu informacyjnego itp.
|
Nazwa produktu |
Formowanie bieżni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja formy |
+/-0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytowe - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka form - obróbka rdzenia - obróbka elektrody - System prowadnic obróbka - obróbka i zaopatrzenie części - akceptacja obróbki - wnęka proces obróbki powierzchni - tryb złożony Matryca - Całość powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłka próbki |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub ta sama różne produkty mogą być wytwarzane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wbijanie słowa, lustrzane wykończenie, powierzchnia matowa, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Główna technologia |
Frezowanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
System jakości |
ISO9001:2008 |
|
Ustal czas |
20 dni |
|
Sprzęt |
CNC, EDM, wycinanie Maszyna, maszyny z tworzyw sztucznych itp. Plastikowa forma do walizek Zhe Jiang |


Produkcja form wtryskowych tworzyw sztucznych

Specyfikacje formowania tworzyw sztucznych

Projekt formy:



Proces transakcji:

Testowanie pleśni:


Opakowanie produktu

Fabryka
Jesteśmy fabryką niestandardowych form plastikowych. Nasza fabryka jest producentem form wtryskowych z tworzyw sztucznych. mamy 17 lat doświadczenia w profesjonalnych niestandardowych formach plastikowych i 10 lat doświadczenia w handlu zagranicznym. Jesteśmy niestandardowym dostawcą form z tworzyw sztucznych. Możemy świadczyć niestandardową usługę form plastikowych. Nasza fabryka może wytwarzać części z tworzyw sztucznych formowane wtryskowo, a jakość produktów Cię zadowoli.
Mamy ponad 50 wysokiej klasy maszyn oraz setki inżynierów i projektantów. Możemy zapewnić kompleksową obsługę, od projektu produktu - wykonania form - produkcji produktu - pakowania produktu - transportu. Posiadamy kompletny łańcuch produkcyjny. Jesteśmy w stanie spełnić wszystkie Twoje wymagania.
Świadczone przez nas usługi:
Profesjonalne usługi w zakresie form niestandardowych, projektowanie i produkcja form z tworzyw sztucznych. produkcja wyrobów z tworzyw sztucznych, projektowanie produktów, projektowanie form, dostosowywanie form rozdmuchowych, dostosowywanie form rotacyjnych, dostosowywanie form do odlewania ciśnieniowego. Usługi druku 3D, usługi produkcji CNC, pakowanie produktów, opakowania niestandardowe, usługi wysyłkowe.










Zawsze przestrzegamy zasad jakości przede wszystkim. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.

Często zadawane pytania
P1: Czy jesteś firmą handlową lub producentem?
Odp .: Jesteśmy producentami.
Pytanie 2. Kiedy mogę otrzymać wycenę?
Odp.: Zwykle wyceniamy ofertę w ciągu 2 dni od otrzymania zapytania.
Jeśli jesteś bardzo pilny, zadzwoń do nas lub poinformuj nas o tym w e-mailu, abyśmy mogli najpierw wycenić dla Ciebie.
Pytanie 3. Jak długi jest czas realizacji formy?
Odp.: Wszystko zależy od wielkości i złożoności produktów. Zwykle czas realizacji wynosi 25 dni.
Pytanie 4. Nie mam rysunku 3D, jak mam rozpocząć nowy projekt?
Odp .: Możesz dostarczyć nam próbkę formowania, pomożemy Ci ukończyć projekt rysunku 3D.
Pytanie 5. Przed wysyłką, jak upewnić się, że jakość produktów?
Odp.: Jeśli nie przyjdziesz do naszej fabryki i nie masz strony trzeciej do kontroli, będziemy Twoim pracownikiem inspekcyjnym.
Dostarczymy Ci film przedstawiający szczegóły procesu produkcyjnego, w tym raport procesu, strukturę rozmiarów produktów i szczegóły powierzchni, szczegóły pakowania i tak dalej.
Pytanie 6. Jakie są warunki płatności?
Odp.: Płatność za formę: 40% depozytu przez T/T z góry, 30% drugiej płatności za formę przed wysłaniem pierwszych próbek próbnych, 30% salda formy po uzgodnieniu próbek końcowych.
B: Płatność produkcyjna: 50% depozytu z góry, 50% przed wysłaniem towaru końcowego.
P7: Jak sprawić, by nasza firma była długoterminowa i dobra?
O: 1. Utrzymujemy dobrą jakość i konkurencyjną cenę, aby zapewnić naszym klientom korzyści z produktów najwyższej jakości.
2. Szanujemy każdego klienta jako naszego przyjaciela i szczerze robimy interesy i zaprzyjaźniamy się z nimi, bez względu na to, skąd pochodzą.
Gorące Tagi: Dostosuj plastikowe części samochodowe do formowania na zamówienie, Chiny, producent, dostawca, fabryka, dostosowane, hurtownia, zakup, jakość, najnowsza sprzedaż, wyprodukowano w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








