

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowe formowanie > Formy ze stali wstępnie hartowanej (P20)
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny




")






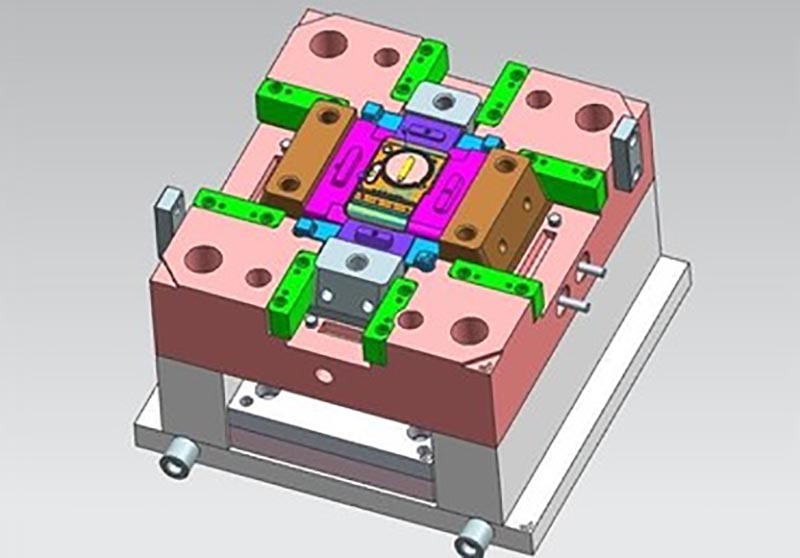
Formy ze stali wstępnie hartowanej (P20)
Ningbo (P&M) Plastic Metal Products Co., Ltd. ma 17 lat doświadczenia w technologii produkcji form i może dostosować formowanie niestandardowych części motocykli. Świadczymy profesjonalne, niestandardowe usługi formowania niestandardowych części do motocykli i jesteśmy profesjonalnym producentem niestandardowych formowania części do motocykli. Mamy wystarczające doświadczenie w doborze surowców produktowych i materiałów na formy. W procesie dostosowywania formowania niestandardowych części do motocykli, nasza fabryka może zapewnić kompleksową obsługę. Posiadamy możliwości projektowe i produkcyjne związane z formowaniem niestandardowych części motocykli, takie jak: projektowanie CAD, produkcja form, formowanie wtryskowe, produkcja wyrobów z tworzyw sztucznych, montaż i inne technologie.
Wyślij zapytanie
Opis produktu
Ponadto nasza firma nawiązała współpracę z dostawcami surowców tworzyw sztucznych, producentami poligrafii itp., aby zapewnić dostawy surowców i jakość druku. Dzięki naszemu bogatemu doświadczeniu i doskonałemu łańcuchowi dostaw nasza firma może zapewnić klientom wysokiej jakości niestandardowe produkty do formowania części motocyklowych, aby spełnić ich specyficzne potrzeby. Jednocześnie mamy 10 lat profesjonalnego doświadczenia w obsłudze handlu zagranicznego, rozumiemy proces handlu zagranicznego i lepiej obsługujemy naszych klientów. W przypadku niestandardowych produktów do formowania części motocyklowych możemy wykonać odpowiednie części z tworzyw sztucznych, co odbywa się głównie za pomocą form wtryskowych. Formy produkcyjne ze stali hartowanej (np. H13, S136).




Plastikowe elementy motocykli obejmują przede wszystkim owiewki zewnętrzne, panele ochronne, obudowy świateł, zestawy wskaźników, skrzynki akumulatorów, schowki, osłony podnóżków i szyby przednie. Poddawane złożonym warunkom pracy — w tym długotrwałemu wystawieniu na działanie promieni słonecznych i deszczu na zewnątrz, naprzemiennym wysokim i niskim temperaturom, wibracjom i uderzeniom oraz rozpryskom błota i wody — części te wymagają znacznie wyższych standardów w zakresie materiałów, konstrukcji, procesów produkcyjnych i trwałości niż zwykłe urządzenia gospodarstwa domowego lub elektronika użytkowa. Aby skutecznie dostosowywać plastikowe komponenty motocykli, które są kwalifikowane, stabilne i doskonale zintegrowane z pojazdem, producenci muszą ściśle kontrolować sześć kluczowych czynników: środowisko pracy, wydajność materiałów, wytrzymałość konstrukcyjną, precyzję montażu, odporność na warunki zewnętrzne i opłacalną produkcję masową. Czynniki te są szczegółowo opisane w następujący sposób:
I. Kluczowe kwestie dotyczące wyboru materiału: dostosowane do warunków zewnętrznych; Odporność na warunki atmosferyczne i uderzenia są najważniejsze
Wybór materiałów na plastikowe elementy motocykli bezpośrednio determinuje ich żywotność i niezawodność działania. Priorytetem musi być spełnienie czterech podstawowych wymagań: odporność na warunki atmosferyczne, odporność na uderzenia, tolerancja na ekstremalne temperatury i odporność chemiczna.
Owiewki zewnętrzne — takie jak główna skorupa nadwozia, osłony boczne, panele ochronne i sekcje tylne — to najczęściej dostosowywane elementy. Ponieważ są stale narażone na działanie czynników atmosferycznych, muszą posiadać doskonałą odporność na promieniowanie UV i właściwości przeciwstarzeniowe. Typowe materiały stosowane w tych częściach obejmują ABS, modyfikowany PP, stopy PC/ABS i ASA. Wśród nich ASA oferuje doskonałą odporność na warunki atmosferyczne; jest wysoce odporny na żółknięcie, pękanie i kredowanie nawet po długotrwałej ekspozycji na słońce, dzięki czemu idealnie nadaje się do wysokiej klasy modeli motocykli. Zmodyfikowany PP jest ekonomiczny, bardzo wytrzymały i odporny na kwasy i zasady, dzięki czemu nadaje się do owiewek w modelach standardowych lub ogólnego przeznaczenia. ABS zapewnia doskonałą plastyczność i wykończenie o wysokim połysku, co czyni go preferowanym wyborem w przypadku modeli, w których estetyczna tekstura i jakość wizualna są krytycznymi wymaganiami.
Elementy konstrukcyjne i funkcjonalne — takie jak skrzynki akumulatorowe, wsporniki przekaźników, obudowy filtrów powietrza i płyty podstawy podnóżków — muszą wytrzymywać wibracje, ściskanie oraz siły wsuwania/wyciągania. W związku z tym wymagają dużej sztywności i odporności na odkształcenia. Części te zazwyczaj wykorzystują materiały wzmocnione włóknem szklanym — takie jak wzmocniony PP, PA6+GF i PA66+GF — które zapewniają wysoką wytrzymałość, stabilność wymiarową i odporność na zmęczenie, dzięki czemu pozostają nienaruszone i bezpieczne nawet po długotrwałym użytkowaniu w środowiskach o wysokich wibracjach. Obudowy opraw oświetleniowych i oprzyrządowania wymagają doskonałej transmisji światła, wysokiej precyzji wymiarowej i odporności na ciepło, aby zapobiec odkształceniom; w związku z tym często stosuje się materiały PC i PMMA. PC zapewnia doskonałą odporność na uderzenia i warunki atmosferyczne, dzięki czemu nadaje się do abażurów i obudów przyrządów, natomiast PMMA charakteryzuje się wysoką przepuszczalnością światła, dzięki czemu idealnie nadaje się na soczewki przyrządów i osłony lampek kontrolnych.
Wszystkie materiały muszą spełniać wymagania operacyjne w szerokim zakresie temperatur – w szczególności ** -20°C do 80°C** – aby zapobiec kruchemu pękaniu zimą i zmiękczeniu lub odkształceniu latem. Ponadto komponenty przeznaczone do użytku na zewnątrz muszą zawierać dodatki zapobiegające starzeniu odporne na promieniowanie UV, aby zapewnić, że po 2–3 latach ekspozycji na zewnątrz nie pojawią się żadne znaczące oznaki starzenia.
II. Kluczowe zasady projektowania konstrukcyjnego: równoważenie wytrzymałości, montaż i wykonalność formowania wtryskowego
Projekt konstrukcyjny elementów plastikowych do motocykli wymaga zachowania równowagi pomiędzy estetyką, wytrzymałością mechaniczną, formowalnością i łatwością montażu. Podejście to ma na celu zapobieganie późniejszym problemom — takim jak pękanie, deformacja lub złe dopasowanie — które mogą wynikać z wad projektowych.
Przede wszystkim należy zadbać o jednakową i odpowiednią grubość ścianki. Zazwyczaj grubość ścianki utrzymuje się w przedziale od 2,0 do 3,0 mm; ściany, które są zbyt grube, są podatne na zapadnięcia, wgłębienia i deformacje spowodowane nierównomiernym chłodzeniem, natomiast ściany, które są zbyt cienkie, nie mają wystarczającej wytrzymałości i są podatne na pękanie pod wpływem wibracji. Żebra wzmacniające powinny mieć grubość odpowiadającą 60% – 70% grubości ściany głównej i wysokość nie większą niż 3 do 4 grubości ściany; taka konfiguracja zapobiega zapadaniu się powierzchni, jednocześnie zwiększając odporność na wibracje.
W projekcie należy uwzględnić odpowiednie kąty pochylenia. Powierzchnie zewnętrzne powinny charakteryzować się kątem pochylenia nie mniejszym niż 1°, natomiast powierzchnie wewnętrzne – minimum 0,5°. W przypadku paneli z głębokimi wgłębieniami lub wydłużonych listew dekoracyjnych kąt natarcia należy zwiększyć do 1,5–2°, aby zapobiec powstawaniu śladów ociągania powierzchni, wybielaniu pod wpływem naprężeń lub przyklejaniu się do formy podczas procesu wyrzucania. Wszystkie rogi i krawędzie muszą mieć zaokrąglone przejścia (zaokrąglenia); w szczególności narożniki wewnętrzne powinny mieć promień (R) co najmniej 0,5 mm, natomiast podstawy klipsów zatrzaskowych i występy śrub wymagają promienia co najmniej 1 mm. Praktyka ta eliminuje koncentrację naprężeń i zapobiega pęknięciom powodowanym drganiami pojazdu podczas pracy.
Konstrukcje montażowe muszą być zaprojektowane tak, aby bezproblemowo integrowały się z ogólnym środowiskiem montażowym motocykla. Występy śrub należy wzmocnić żebrami podtrzymującymi, aby zapobiec pękaniu podczas dokręcania. Mechanizmy zatrzaskowe powinny być wyposażone w występy ustawione pod umiarkowanym kątem, zapewniające zrównoważone siły wkładania i wyciągania, zapewniając w ten sposób bezpieczną instalację i ułatwiając jednocześnie łatwy demontaż. Wreszcie, tolerancje otworów pozycjonujących i kołków muszą być dokładne, a luz współpracujący kontrolowany w wąskim zakresie od 0,1 do 0,2 mm, aby zapobiec nadmiernym szczelinom montażowym lub zakłóceniom powodującym hałas. Minimalizuj złożone podcięcia, głębokie ubytki i nieregularne geometrie; zmniejszyć liczbę podnośników i suwaków; i uprościć strukturę formy, aby zwiększyć wydajność produkcji masowej. Jednocześnie takie podejście zapobiega wypaczeniom, deformacjom i niestabilności wymiarowej, często powodowanym przez złożoność strukturalną.
III. Kluczowe kwestie dotyczące projektowania form i procesów formowania wtryskowego: zapewnienie stabilności wymiarowej i spójności estetycznej
Forma jest kluczowym elementem w niestandardowej produkcji plastikowych elementów motocykli, bezpośrednio wpływającym na dokładność wymiarową, jakość powierzchni i stabilność produkcji. W przypadku stali formierskiej priorytetem są gatunki wstępnie hartowane, takie jak P20 i 718H, aby zapewnić trwałość formy przekraczającą 300 000 cykli, spełniając w ten sposób wymagania produkcji masowej.
Projekty prowadnic i bram muszą być zrównoważone; w przypadku form wielogniazdowych systemy wlewów muszą być wyważone, aby zapewnić spójne wypełnienie wszystkich gniazd. Lokalizacje bram powinny być ukryte, aby uniknąć pogorszenia estetyki; w przypadku wielkoformatowych paneli osłonowych preferowane są zasuwy wentylatorowe lub zasuwy krawędziowe, aby zminimalizować linie spawów i ekspozycję włókien powierzchniowych. Formy muszą być wyposażone w odpowiednie kanały wentylacyjne – zwłaszcza na końcach wnęk, w punktach zbieżności przepływu materiału i w głębokich sekcjach żeber – aby zapobiec powstawaniu śladów wypalenia uwięzionego gazu, zwarciom i słabym liniom spawu.
Kanały chłodzące muszą być równomiernie rozmieszczone, aby zapewnić stabilną temperaturę formy i zminimalizować różnice temperatur, redukując w ten sposób wypaczenia i deformacje. Jest to szczególnie istotne w przypadku długich, smukłych osłon i obudów o dużej powierzchni, gdzie nierównomierne chłodzenie może łatwo doprowadzić do wygięcia lub skręcenia, negatywnie wpływając na ogólne dopasowanie i montaż motocykla.
Parametry formowania wtryskowego muszą być precyzyjnie dobrane w zależności od konkretnego użytego materiału. W przypadku ABS i PC/ABS temperaturę beczki należy utrzymywać w zakresie 200–240°C, a temperaturę formy 40–60°C. W przypadku materiałów PP temperatury mieszczą się w zakresie 180–220°C, przy temperaturze formy 30–50°C. W przypadku nylonu wzmocnionego włóknem szklanym temperatury mieszczą się w zakresie 250–280°C, a temperatura formy 60–90°C. Ciśnienie wtrysku powinno być umiarkowane: nadmierne ciśnienie może powodować wypływki (zadziory), natomiast niewystarczające ciśnienie prowadzi do zwarć i wystających linii spawów. Odpowiedni czas docisku jest niezbędny, aby skompensować skurcz materiału i zapewnić stabilność wymiarową, natomiast wystarczający czas chłodzenia zapobiega odkształceniom podczas wyrzucania.
IV. Kluczowe kwestie dotyczące estetyki i obróbki powierzchni: odporność na zarysowania, odporność na warunki atmosferyczne i długoterminowa stabilność kolorów
Zewnętrzne elementy motocykli wymagają wysokich standardów estetycznych, a jednocześnie wymagają odporności na działanie promieni słonecznych, ścieranie powierzchni i korozję spowodowaną błotem i wodą. W przypadku wykończeń powierzchni należy priorytetowo traktować trwałe procesy, takie jak oryginalny kolor formowany wtryskowo, wykończenia teksturowane (np. skóra licowa), natryskiwanie matowe i przezroczysta powłoka UV, unikając jednocześnie zabiegów podatnych na łuszczenie się lub odbarwienie.
Teksturowane obudowy są odporne na odciski palców, zarysowania i skutecznie kryją drobne niedoskonałości powierzchni, oferując estetykę najwyższej jakości, która jest obecnie standardowym wyborem w przypadku popularnych modeli motocykli. Malowane elementy muszą być pokryte warstwą ochronną UV, aby zwiększyć odporność na warunki atmosferyczne i przyczepność, zapobiegając w ten sposób odpryskiwaniu farby, utracie połysku i odchyleniom kolorów po długotrwałym użytkowaniu. Spójność kolorów musi być ściśle kontrolowana na podstawie zatrzymanych próbek, aby zapewnić zerowe odchylenia kolorów w produkcji masowej; ponadto gotowe części muszą być wolne od wad wizualnych, takich jak ślady zapadnięcia się, ślady płynięcia, wypływy i ślady wyrzucenia.
Elementy przezroczyste — takie jak szyby przednie i osłony zestawu wskaźników — muszą być wolne od zadrapań, pęcherzyków powietrza i zmarszczek optycznych. Muszą charakteryzować się wysoką przepuszczalnością światła i minimalnymi zniekształceniami optycznymi, aby zapewnić czyste pole widzenia i uniknąć zagrożenia dla bezpieczeństwa jazdy.
V. Kluczowe punkty weryfikacji wydajności i niezawodności: przejście rygorystycznych testów operacyjnych
Plastikowe elementy motocykla muszą pomyślnie przejść serię testów niezawodności, aby zapewnić bezpieczne i stabilne działanie podczas rzeczywistego użytkowania na drodze. Testy te obejmują cykle w wysokiej i niskiej temperaturze (powtarzane cykle w zakresie od -20°C do 80°C) w celu sprawdzenia braku odkształceń, pęknięć lub kruchości; testy wibracyjne (symulujące rzeczywiste warunki jazdy), aby upewnić się, że nie występują luzy, pęknięcia lub nietypowe dźwięki; oraz testy upadków i uderzeń, aby zagwarantować, że komponenty nie rozbiją się po upadku z określonej wysokości i będą miały wystarczającą odporność na uderzenia.
Zewnętrzne panele nadwozia muszą przejść testy starzenia pod wpływem promieni UV, aby upewnić się, że nie wykazują znaczących odbarwień, kredowania ani pęknięć po długotrwałej ekspozycji na światło słoneczne. Muszą także przejść testy odporności chemicznej, nie wykazując korozji, wybielania ani deformacji w kontakcie z substancjami takimi jak benzyna, olej silnikowy i środki czyszczące. Dokładność wymiarowa musi spełniać wymagania dotyczące montażu pojazdu, przy czym krytyczne wymiary współpracujące muszą spełniać ścisłe tolerancje, aby zapewnić idealne dopasowanie do sąsiadujących elementów, takich jak rama, jednostki oświetleniowe i siedzenia.
VI. Kluczowe punkty dotyczące kosztów i produkcji masowej: równoważenie efektywności kosztowej z wydajnością dostaw
Dostosowywanie plastikowych elementów motocykli wymaga starannej równowagi między kosztami inwestycji w formy a jednostkowymi kosztami produkcji. W przypadku produkcji próbnej w małych partiach można zastosować prostsze oprzyrządowanie, podczas gdy produkcja masowa wymaga użycia standardowych form stalowych. Ponadto należy zoptymalizować projekty konstrukcyjne i dobór materiałów, aby zminimalizować koszty bez uszczerbku dla wytrzymałości komponentów i jakości wizualnej. Priorytetowo należy nadać stosowanie modyfikowanych tworzyw sztucznych ogólnego przeznaczenia, które korzystają ze stabilnych łańcuchów dostaw i przejrzystych cen, co pozwala uniknąć trudności w zaopatrzeniu i nadmiernych kosztów często związanych z materiałami wysoce specjalistycznymi lub egzotycznymi. Podczas procesu produkcyjnego należy wdrożyć rygorystyczne środki potwierdzania pierwszej sztuki i kontroli partii, aby zapewnić spójność wymiarową i estetyczną w poszczególnych partiach, zapobiegając w ten sposób defektom montażowym spowodowanym wahaniami wymiarów. Harmonogramy dostaw wymagają skrupulatnego planowania, zapewniającego, że każdy etap – od opracowania formy, formowania próbnego i modyfikacji formy po produkcję masową – przebiega w sposób uporządkowany, aby spełnić wymagania pełnej integracji pojazdu.
Jesteśmy producentem niestandardowych formowania części do motocykli, zapewniającym wysokiej jakości produkcję niestandardowych części do motocykli. Jeśli chcesz dostosować/opracować niestandardowe produkty do formowania części motocyklowych, możesz nas znaleźć. Posiadamy profesjonalny projekt form wtryskowych i dojrzałą technologię produkcji, zapewniając kompleksową obsługę, od projektowania produktu - wytwarzania form - produkcji produktu - pakowania produktów - transportu produktów, możemy Ci pomóc w każdym łączu. Tak długo jak do nas przyjdziesz, zapewnimy Ci najwyższą jakość usług i usatysfakcjonujemy Cię pod względem jakości produktu, czasu produkcji, dialogu informacyjnego itp.
|
Nazwa produktu |
Formowanie bieżni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar zdjęcia wielokątne |
|
Czas pleśni |
20-35 dni |
|
Czas produktu |
7-15 dni |
|
Precyzja formy |
+/-0,01 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki audytowe - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka form - obróbka rdzenia - obróbka elektrody - System prowadnic obróbka - obróbka i zaopatrzenie części - akceptacja obróbki - wnęka proces obróbki powierzchni - tryb złożony Matryca - Całość powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłka próbki |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub ta sama różne produkty mogą być wytwarzane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wbijanie słowa, lustrzane wykończenie, powierzchnia matowa, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Główna technologia |
Frezowanie, szlifowanie, CNC, EDM, drut cięcie, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
System jakości |
ISO9001:2008 |
|
Ustal czas |
20 dni |
|
Sprzęt |
CNC, EDM, wycinanie Maszyna, maszyny z tworzyw sztucznych itp. Plastikowa forma do walizek Zhe Jiang |


Produkcja form wtryskowych tworzyw sztucznych

Specyfikacje formowania tworzyw sztucznych

Projekt formy:



Proces transakcji:

Testowanie pleśni:


Opakowanie produktu

Fabryka
Jesteśmy fabryką niestandardowych form plastikowych. Nasza fabryka jest producentem form wtryskowych z tworzyw sztucznych. mamy 17 lat doświadczenia w profesjonalnych niestandardowych formach plastikowych i 10 lat doświadczenia w handlu zagranicznym. Jesteśmy niestandardowym dostawcą form z tworzyw sztucznych. Możemy świadczyć niestandardową usługę form plastikowych. Nasza fabryka może wytwarzać części z tworzyw sztucznych formowane wtryskowo, a jakość produktów Cię zadowoli.
Mamy ponad 50 wysokiej klasy maszyn oraz setki inżynierów i projektantów. Możemy zapewnić kompleksową obsługę, od projektu produktu - wykonania form - produkcji produktu - pakowania produktu - transportu. Posiadamy kompletny łańcuch produkcyjny. Jesteśmy w stanie spełnić wszystkie Twoje wymagania.
Świadczone przez nas usługi:
Profesjonalne usługi w zakresie form niestandardowych, projektowanie i produkcja form z tworzyw sztucznych. produkcja wyrobów z tworzyw sztucznych, projektowanie produktów, projektowanie form, dostosowywanie form rozdmuchowych, dostosowywanie form rotacyjnych, dostosowywanie form do odlewania ciśnieniowego. Usługi druku 3D, usługi produkcji CNC, pakowanie produktów, opakowania niestandardowe, usługi wysyłkowe.










Zawsze przestrzegamy zasad jakości przede wszystkim. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.

Często zadawane pytania
P1: Czy jesteś firmą handlową lub producentem?
Odp .: Jesteśmy producentami.
Pytanie 2. Kiedy mogę otrzymać wycenę?
Odp.: Zwykle wyceniamy ofertę w ciągu 2 dni od otrzymania zapytania.
Jeśli jesteś bardzo pilny, zadzwoń do nas lub poinformuj nas o tym w e-mailu, abyśmy mogli najpierw wycenić dla Ciebie.
Pytanie 3. Jak długi jest czas realizacji formy?
Odp.: Wszystko zależy od wielkości i złożoności produktów. Zwykle czas realizacji wynosi 25 dni.
Pytanie 4. Nie mam rysunku 3D, jak mam rozpocząć nowy projekt?
Odp .: Możesz dostarczyć nam próbkę formowania, pomożemy Ci ukończyć projekt rysunku 3D.
Pytanie 5. Przed wysyłką, jak upewnić się, że jakość produktów?
Odp.: Jeśli nie przyjdziesz do naszej fabryki i nie masz strony trzeciej do kontroli, będziemy Twoim pracownikiem inspekcyjnym.
Dostarczymy Ci film przedstawiający szczegóły procesu produkcyjnego, w tym raport procesu, strukturę rozmiarów produktów i szczegóły powierzchni, szczegóły pakowania i tak dalej.
Pytanie 6. Jakie są warunki płatności?
Odp.: Płatność za formę: 40% depozytu przez T/T z góry, 30% drugiej płatności za formę przed wysłaniem pierwszych próbek próbnych, 30% salda formy po uzgodnieniu próbek końcowych.
B: Płatność produkcyjna: 50% depozytu z góry, 50% przed wysłaniem towaru końcowego.
P7: Jak sprawić, by nasza firma była długoterminowa i dobra?
O: 1. Utrzymujemy dobrą jakość i konkurencyjną cenę, aby zapewnić naszym klientom korzyści z produktów najwyższej jakości.
2. Szanujemy każdego klienta jako naszego przyjaciela i szczerze robimy interesy i zaprzyjaźniamy się z nimi, bez względu na to, skąd pochodzą.
Gorące Tagi: Formy ze stali wstępnie hartowanej (P20), Chiny, Producent, Dostawca, Fabryka, Dostosowane, Hurtownia, Kupię, Jakość, Najnowsza sprzedaż, Wyprodukowano w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








