

Dom
>
Produkt > Podstawowa usługa dostosowywania > Niestandardowe formowanie > Formowanie wtryskowe okularów ochronnych
Produkt
- Podstawowa usługa dostosowywania
- Opieka zdrowotna
- Urządzenia i instrumenty elektroniczne
- Formy do artykułów dla matek i dzieci
- Sporty rekreacyjne
- Sztuka wyposażenia domu
- Akcesoria samochodowe
- Transport i Magazynowanie
- Oprawy oświetleniowe
- Sprzęt budowlany
- Produkt w opakowaniu
- Edukacyjne i laboratoryjne
- Odzież Akcesoria bagażowe
- Produkty do pielęgnacji i czyszczenia
- Rolnictwo i leśnictwo
- Sprzęt mechaniczny
- Artykuły dla zwierząt
- Sprzęt kuchenny








Formowanie wtryskowe okularów ochronnych
W zakresie formowania wtryskowego okularów ochronnych firma Ningbo (P&M) Plastic Metal Products Co., Ltd. posiada 18-letnie doświadczenie w technologii produkcji form i 10-letnie doświadczenie w eksporcie. Zapewniamy profesjonalne, kompleksowe usługi w zakresie form dostosowanych do indywidualnych potrzeb i jesteśmy profesjonalnym producentem form z tworzyw sztucznych. Możemy zastosować formowanie wtryskowe, rozdmuchowe, odlewanie ciśnieniowe i formowanie rotacyjne.
Wyślij zapytanie
Opis produktu
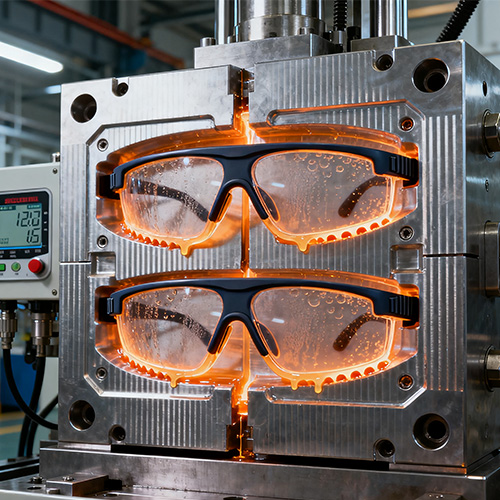
Formowanie wtryskowe okularów ochronnych odnosi się do profesjonalnego sprzętu do ochrony oczu, który wytwarza podstawowe struktury ochronne, takie jak oprawki i soczewki (w niektórych przypadkach soczewki są warstwami wzmocnionymi kompozytem po formowaniu wtryskowym) w procesach formowania wtryskowego tworzyw sztucznych i ma takie funkcje, jak odporność na uderzenia, odporność na zarysowania i ochrona przed promieniowaniem UV. Jego podstawową cechą jest wykorzystanie procesu formowania wtryskowego w celu realizacji zintegrowanego lub precyzyjnego projektu adaptacyjnego oprawki i soczewki. W ramce zastosowano głównie odporne na uderzenia materiały polimerowe, a soczewka spełnia standardy ochrony (takie jak ANSI Z87.1, GB 14866 itp.) poprzez modyfikację materiału lub obróbkę powłokową. W porównaniu z tradycyjnymi szklanymi okularami ochronnymi (ciężkie, delikatne) lub zwykłymi plastikowymi okularami ochronnymi (słaba ochrona), formowane wtryskowo okulary ochronne łączą w sobie lekkość, wysoką ochronę i wygodę. Są szeroko stosowane w produkcji przemysłowej, laboratoriach, sportach na świeżym powietrzu, budownictwie i innych scenariuszach, aby chronić oczy przed uderzeniami ciał obcych, rozpryskami substancji chemicznych, promieniowaniem UV i innymi urazami.


Wprowadzenie do formowania wtryskowego okularów ochronnych P&M
A. Podstawowa charakterystyka formowania wtryskowego okularów ochronnych
1. Wysoka odporność na uderzenia, silna ochrona
Podstawowym wymogiem ochronnym formowanych wtryskowo okularów ochronnych jest odporność na uderzenia zewnętrzne, a ich oprawki i soczewki są specjalnie zaprojektowane i dobrane pod względem materiału: w soczewkach zwykle stosuje się poliwęglan (PC) lub poliamid (PA) o udarności ponad 60 kJ/m² (200 razy większej niż zwykłe szkło), które wytrzymują uderzenie stalowej kuli o średnicy 16 mm spadającej swobodnie z wysokości 1,3 m bez pękania (spełniając test odporności na uderzenia GB 14866 standardowe); w ramie zastosowano materiały TR90 lub PA66 wzmocnione włóknem szklanym, o wydłużeniu przy zerwaniu ≥30%, które nie jest łatwe do złamania nawet przy silnym uderzeniu, unikając zarysowań powierzchni czołowej odłamkami; w niektórych stylach projektuje się struktury buforowe (takie jak elastyczne zawiasy) na połączeniu zauszników z oprawką, aby jeszcze bardziej rozproszyć siłę uderzenia i zmniejszyć ryzyko obrażeń oczu i twarzy.
2. Zintegrowana ochrona wielofunkcyjna, dostosowująca się do złożonych scenariuszy
Oprócz podstawowej odporności na uderzenia, formowane wtryskowo okulary ochronne mogą osiągnąć wielowymiarową ochronę poprzez optymalizację procesu: powierzchnia soczewki pokryta jest odporną na zarysowania powłoką (taką jak twarda powłoka SiO₂), o twardości powierzchni powyżej poziomu HB (ołówkowy test twardości), która nie jest łatwa do zarysowania w codziennym użytkowaniu, zapewniając wyraźne widzenie; pokryty powłoką chroniącą przed promieniowaniem UV (poziom UV400), która może blokować ponad 99% promieni ultrafioletowych (UVA i UVB) o długości fali 280-400 nm, dostosowując się do scenariuszy prac na zewnątrz (takich jak budownictwo, spawanie); niektóre soczewki w stylu przemysłowym są pokryte powłoką przeciwmgielną (np. hydrofilową nanopowłoką), której nie jest łatwo zaparować w środowiskach o wysokiej temperaturze i dużej wilgotności (takich jak warsztaty chemiczne, zakłady przetwórstwa spożywczego); rama ma szczelną konstrukcję ze skrzydełkami zapobiegającymi wyciekom bocznym, które mogą blokować przedostawanie się kurzu, kropelek i płynów chemicznych do oczu z boku, dostosowując się do scenariuszy laboratoryjnych, medycznych i innych.
3. Lekka i ergonomiczna konstrukcja, wygodna w noszeniu
Proces formowania wtryskowego umożliwia uzyskanie lekkiej i dopasowanej konstrukcji okularów ochronnych: całkowita waga jest kontrolowana w zakresie 20-50 g (tylko 1/3-1/2 tradycyjnych szklanych okularów ochronnych) i nie ma wyraźnego uczucia ucisku podczas noszenia przez długi czas (np. 8-godzinna praca przemysłowa); oprawka ma konstrukcję łukowo dopasowaną, łuk zauszników dopasowuje się do kształtu głowy, a nanoski wykonane są z miękkiego silikonu lub materiałów TPR (twardość Shore’a 30-40 stopni), które charakteryzują się dużą powierzchnią styku z grzbietem nosa i równomiernym rozkładem nacisku (ciśnienie na jednostkę powierzchni ≤1kPa), co pozwala uniknąć bólu spowodowanego miejscowym uciskiem; w przypadku niektórych modeli zauszników istnieje możliwość regulacji długości lub kąta w celu dostosowania do różnych rozmiarów obwodu głowy (osoby o obwodzie głowy 520–580 mm), co poprawia możliwości noszenia.
4. Odporność na korozję środowiska, długa żywotność
Okulary ochronne muszą przystosować się do różnych trudnych warunków, a ich materiały i procesy charakteryzują się doskonałą odpornością na warunki atmosferyczne i korozję: w ramie zastosowano materiały takie jak TR90 i PA66, które wytrzymują zmiany temperatury od -30 ℃ do 120 ℃ (brak kruchości w niskich temperaturach, brak mięknienia i odkształceń w wysokich temperaturach), dostosowując się do scenariuszy pracy w wysokich i niskich temperaturach (takich jak chłodnie, warsztaty metalurgiczne); silna odporność na korozję chemiczną, brak odbarwień i pęknięć po kontakcie ze zwykłymi chemikaliami przemysłowymi (takimi jak alkohol, aceton, rozcieńczony kwas siarkowy), odpowiedni do scenariuszy chemicznych i laboratoryjnych; powłoka soczewki jest trwale połączona z podłożem, a po 500 testach tarcia (tarcie zamszową szmatką z siłą 5N) współczynnik utrzymania odporności na zarysowania i skuteczność ochrony przed promieniowaniem UV wynosi ≥90%, a normalna żywotność może sięgać 2-3 lat, znacznie dłużej niż w przypadku zwykłych okularów ochronnych.
B. Proces produkcji formowania wtryskowego okularów ochronnych
1. Projektowanie produktu i rozwój form
Najpierw określ podstawowe parametry zgodnie ze scenariuszem ochrony: okulary przemysłowe muszą skupiać się na wzmocnieniu odporności na uderzenia i chemikalia (grubość soczewki 3-5 mm, grubość ścianki ramy 2-3 mm), okulary zewnętrzne skupiają się na ochronie przed promieniowaniem UV i lekkości (grubość soczewki 2-3 mm, waga oprawki ≤30 g), a okulary laboratoryjne podkreślają właściwości uszczelniające i przeciwmgielne (ramka ze strukturą uszczelniającą skrzydełka). Narysuj model 3D w oprogramowaniu CAD/CAE (np. UG, Moldflow), koncentrując się na zaprojektowaniu: powierzchni optycznej soczewki (zapewniającej przepuszczalność światła ≥90%, brak zniekształceń optycznych), ergonomicznego łuku nosków i zauszników oprawki oraz szczeliny montażowej pomiędzy oprawką a soczewką (≤0,1mm, unikając poluzowania soczewki). Na etapie projektowania formy forma soczewki wykorzystuje precyzyjną stal formierską klasy optycznej (taką jak S136), a powierzchnia wnęki jest polerowana do Ra≤0,012 μm (w celu zapewnienia przepuszczalności światła soczewki); w formie ramy zastosowano stal P20 lub H13 i ustawiono wiele zestawów kanałów wody chłodzącej (rozmieszczonych równomiernie w zależności od grubości ścianki ramy, czas chłodzenia 15-25 s), aby uniknąć deformacji po formowaniu. Formę należy sprawdzić poprzez formowanie próbne: obiektyw musi przetestować właściwości optyczne (takie jak przepuszczalność światła, błąd dioptrii), a oprawka musi przetestować dokładność wymiarową (np. błąd rozstawu zauszników ≤0,5 mm).
2. Przygotowanie surowców i formowanie wtryskowe
(1) Produkcja soczewek
Głównym surowcem do produkcji soczewek jest PC z dodatkiem dodatków funkcjonalnych, takich jak środki anty UV (0,5% -1%, np. UV-531), przeciwutleniacze (0,2% -0,3%, aby zapobiec degradacji w wysokiej temperaturze) i środki przezroczystości (poprawiające przepuszczalność światła). Surowce należy wysuszyć (temperatura 120-140 ℃, czas 4-6 godzin, wilgotność ≤ 0,02%), aby uniknąć pęcherzyków po formowaniu wtryskowym. Przyjęcie precyzyjnej wtryskarki poziomej (siła zwarcia 100-200 ton, dokładność wtrysku ± 0,1g), parametry procesu: temperatura bębna 260-300℃ (część przednia 260-280℃, część tylna 280-300℃), ciśnienie wtrysku 80-100MPa, ciśnienie trzymania 60-70MPa, czas chłodzenia 20-30s. Po formowaniu wtryskowym soczewkę należy wygrzać (temperatura 120℃, izolacja przez 2 godziny), aby wyeliminować naprężenia wewnętrzne i uniknąć pękania w późniejszym etapie.
(2) Produkcja ram lusterek
Surowce na ramę lustra dobiera się w zależności od sceny: do zastosowań przemysłowych wybiera się PA66 wzmocniony włóknem szklanym (z dodatkiem 20% włókna szklanego w celu zwiększenia wytrzymałości), a do użytku na zewnątrz wybiera się TR90 (lekki, o dobrej wytrzymałości). Surowce miesza się z kolorowymi przedmieszkami (np. wyraźnie żółtymi i pomarańczowymi do zastosowań przemysłowych w celu poprawy rozpoznawalności) i suszy (temperatura suszenia TR90 80-100 ℃, czas 2-3 godziny). Przyjęcie wtryskarki średniej wielkości (siła zwarcia 200-300 ton), parametry procesu: temperatura materiału TR90 230-260℃, ciśnienie wtrysku 70-90MPa; Temperatura materiału z włókna szklanego PA66+ wynosi 250-280 ℃, ciśnienie wtrysku 90-110 MPa, czas chłodzenia 15-25 s. Po rozformowaniu ramy lustra należy usunąć pozostałości bramy (za pomocą cięcia laserowego, dokładność ± 0,05 mm), aby uniknąć zarysowania skóry.
Formowanie wtryskowe okularów ochronnych P&M (specyfikacja)
|
Nazwa formy |
Formowanie wtryskowe okularów ochronnych |
|
Obiecujemy |
Wszystko skupione na kliencie, nigdy nastawione na krótkotrwały zysk i sprzedające długoterminowe korzyści |
|
Produkujemy |
Forma, prototyp, formowanie wtryskowe, montaż produktu, druk powierzchniowy, natryskiwanie integracji powierzchni |
|
Proszę podać |
2D, 3D, próbki lub rozmiar obrazów wielokątowych |
|
Czas pleśni |
Około 25 dni roboczych |
|
Czas produktu |
7-15 dni |
|
Precyzja mody |
± 0,1 mm |
|
Życie pleśni |
50-100 milionów strzałów |
|
Proces produkcyjny |
Rysunki kontrolne - analiza przepływu formy - walidacja projektu - Materiały niestandardowe - obróbka formy - obróbka rdzenia - obróbka elektrod - obróbka systemu wlewów - obróbka i zakup części - akceptacja obróbki - proces obróbki powierzchni wnęki - tryb złożony Matryca - cała powłoka powierzchni formy - Płyta montażowa - próbka formy - test próbki - wysyłanie próbek |
|
Wgłębienie formy |
Jedna wnęka, wiele wnęk lub te same różne produkty mogą być wykonane razem |
|
Materiał formy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
System biegaczy |
Gorący kanał i zimny kanał |
|
Materiał bazowy |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Skończyć |
Wżery, lustrzane wykończenie, matowa powierzchnia, prążki |
|
Standard |
HASCO, DME lub zależne |
|
Smukła technologia |
Frezowanie, szlifowanie, CNC, EDM, cięcie drutem, rzeźbienie, EDM, tokarki, wykończenie powierzchni itp. |
|
Oprogramowanie |
CAD, PRO-E, UG Czas projektowania: 1-3 dni (normalne okoliczności) |
|
Materiał produktu |
Surowce z tworzyw sztucznych przeznaczone do kontaktu z żywnością |
|
Pochodzenie |
Wyprodukowano w Chinach |
Funkcja i zastosowanie formowania wtryskowego okularów ochronnych P&M
1. Scenariusz produkcji przemysłowej
Podstawowe wymagania: Wysoka odporność na uderzenia, odporność na korozję chemiczną, zapobieganie pyleniu, dostosowanie do scenariuszy zagrożeń o wysokiej częstotliwości, takich jak obróbka mechaniczna i montaż.
Cechy produktu: Soczewki wykonane są z materiałów PC lub PA o grubości 3-5 mm, pokrytych powłokami odpornymi na zarysowania i chemikalia (odporne na rozcieńczone kwasy i zasady); ramy wykonane są z PA66 wzmocnionego włóknem szklanym (grubość ścianki 2-3mm), ze skrzydełkami zabezpieczającymi przed bocznymi wyciekami (blokującymi przedostawanie się kurzu i zanieczyszczeń); kolory to głównie rzucający się w oczy żółty i pomarańczowy (poprawiający rozpoznawalność warsztatu), niektóre modele posiadają opaski na głowę (zastępujące zauszniki, przystosowane do noszenia kasku); spełniają normy ochrony przemysłowej ANSI Z87.1 i GB 14866 i są w stanie wytrzymać uderzenia stalowych kulek o średnicy 16 mm spadających z wysokości 1,3 m.
2. Scenariusz pracy na świeżym powietrzu
Podstawowe wymagania: ochrona przed promieniowaniem UV, lekkość, odporność na zaparowanie, przystosowanie do środowisk z silnymi promieniami ultrafioletowymi lub dużymi różnicami temperatur, takimi jak prace budowlane, spawanie i płaskowyże.
Cechy produktu: Soczewki wykonane są z materiału PC o grubości 2-3mm, pokrytego powłoką anty-UV UV400 (współczynnik blokowania UV ≥99%) + powłoką przeciwmgielną (dostosowującą się do różnic temperatur zewnętrznych); oprawki wykonane są z TR90 (waga ≤30g), zauszniki posiadają możliwość regulacji długości (dostosowując się do obwodu głowy 520-580mm), noski wykonane są z silikonu antybakteryjnego (zapobiegającego dyskomfortowi spowodowanemu poceniem się); niektóre soczewki przeznaczone do spawania są ciemne (stopień ekranowania światła ≥95%), aby blokować światło łuku spawalniczego; ogólna konstrukcja dopasowuje się do twarzy, zmniejszając opór powietrza, nadaje się do mobilnej pracy na zewnątrz.
3. Scenariusz laboratoryjny i medyczny
Podstawowe wymagania: Silne uszczelnienie, ochrona przed rozpryskami środków chemicznych, działanie antybakteryjne, przystosowanie się do scenariuszy takich jak działanie odczynników laboratoryjnych i ochrona medyczna.
Cechy produktu: Soczewki wykonane są z materiałów PC, pokrytych powłokami odpornymi na chemikalia (mogą kontaktować się z alkoholem, acetonem i innymi odczynnikami); ościeżnice mają konstrukcję szczelną (szczelina montażowa pomiędzy ościeżnicą a czołem ≤0,5mm), posiadają miękkie silikonowe pierścienie uszczelniające (blokujące krople i przedostawanie się cieczy chemicznych); części kontaktowe nosków i zauszników wykonane są z silikonu klasy medycznej (antybakteryjność ≥99%), który można dezynfekować w wysokiej temperaturze (gotowanie w temperaturze 121℃ przez 30 minut); niektóre rodzaje soczewek można wymienić (np. wymiana soczewek przeciwmgielnych lub antychemicznych zgodnie z potrzebami eksperymentalnymi), spełniając standardy higieniczne branży medycznej.

Proces dostosowywania








Fabryka i o nas
Siedziba NingBo Plastic Metal Product Co., Ltd (P&M) znajduje się w Yuyao, tak zwanym Mold City w Plastic Kingdom, na południowym krańcu mostu Hangzhou Bay Bridge, na północ od Szanghaju, na wschód od portu Ningbo, przy wąskiej podwójnej linii drogi stanowej 329 w ruchu lądowym, morskim i powietrznym, łączącej się w sieć ułatwiającą transport.
Dzięki dużej sile technicznej, naukowym metodom zarządzania i dobrej obsłudze posprzedażnej, produkt cieszy się dużym zaufaniem i jest mile widziany przez klientów z całego świata. P&M posiada ulepszony system rozwoju i produkcji, aby osiągnąć projektowanie form, produkcję wyrobów z tworzyw sztucznych i produkcję automatyczną. Naszymi głównymi produktami jest projektowanie i produkcja form z tworzyw sztucznych, wyrobów z tworzyw sztucznych, wyrobów metalowych. 90% produktów naszego przedsiębiorstwa jest eksportowanych do Ameryki, Europy, Niemiec, Japonii, Australii itp. Od wielu lat firma zajmuje się badaniami surowców. Firma posiada własny znak towarowy i dziesiątki patentów, zapewniając wygodniejsze wsparcie techniczne przy produkcji form i produkcji produktów. Firma P&M rozpoczęła działalność krajową w 2008 roku pod nazwą Shundi Mold Factory. I otworzył rynek międzynarodowy od 2014 roku. Zawsze przestrzegamy zasad jakości po raz pierwszy. Dostarczając klientom produkty najwyższej jakości, staraj się maksymalizować efektywność produkcji i skracać czas produkcji. Z dumą możemy powiedzieć każdemu klientowi, że nasza firma od momentu powstania nie straciła żadnego klienta. Jeśli pojawi się problem z produktem, będziemy aktywnie szukać rozwiązania i bierzemy odpowiedzialność do końca.
P&M kieruje się zorientowaniem rynkowym na jakość życia i koncentruje się na jakości usług oraz ciągłym rozwoju nowych produktów, zdeterminowany w celu ustanowienia lepszego wizerunku firmy, a nasi przyjaciele w kraju i za granicą, aby prowadzić szeroką gamę wymian biznesowych i współpracy, tworzą genialne.






Uszczelka
Opakowanie według Twoich potrzeb
1. Przesyłką lotniczą dostawa zajmuje 3-7 dni.
Towar możemy wysłać firmami DHL, Fedex, UPS.
2. Drogą morską czas dostawy zależy od Twojego portu.
Do krajów Azji Południowo-Wschodniej zajmuje to około 5-12 dni.
Do krajów bliskiego wschodu trwa około 18-25 dni.
Do krajów europejskich trwa około 20-28 dni.
Do krajów amerykańskich trwa około 28-35 dni.
Do Australii trwa około 10-15 dni.
Do krajów afrykańskich trwa około 30-35 dni.
Części rowerowe P&M, skupione wokół dzieci, równoważą bezpieczeństwo, zdrowie i zabawę, mając na celu dodanie jasnych kolorów pięknemu dzieciństwu dzieci. Cieszymy się na współpracę z Państwem, aby służyć naszym dzieciom.
Ścieżka rozwoju dziecka jest wybrukowana cegłami i płytkami.


Często zadawane pytania
1.Kim jesteśmy?
Mamy siedzibę w Zhejiang w Chinach, zaczynamy od 2014 roku, sprzedajemy do Ameryki Północnej (30,00%), Europy Południowej (10,00%), Europy Północnej (10,00%), Ameryki Środkowej (10,00%), Europy Zachodniej (10,00%), Bliskiego Wschodu (10,00%), Europy Wschodniej (10,00%), Ameryki Południowej (10,00%). W naszym biurze pracuje ogółem około 51-100 osób.
2. Jak możemy zagwarantować jakość?
Zawsze próbka przedprodukcyjna przed produkcją masową;
Zawsze ostateczna kontrola przed wysyłką;
3.Co możesz u nas kupić?
Forma, produkt z tworzywa sztucznego, produkt metalowy, produkt dentystyczny, obróbka CNC.
4. Dlaczego warto kupować u nas, a nie u innych dostawców?
Zajmujemy się głównie wszelkiego rodzaju projektowaniem 3D, drukiem 3D oraz oprzyrządowaniem i produktami z tworzyw sztucznych do form metalowych. Posiadamy własnego inżyniera i fabrykę. Kompleksowe dostawy: projektowanie 3D - druk 3D - produkcja form - wtrysk tworzyw sztucznych.
5. Jakie usługi możemy świadczyć?
Akceptowane warunki dostawy: FOB, CFR, CIF, EXW, FCA, DDP, DDU;
Akceptowana waluta płatności: USD, EUR;
Akceptowany rodzaj płatności: T/T, L/C, PayPal, Western Union, Escrow;
Język używany: angielski, chiński, hiszpański, francuski, rosyjski.
6.Jaka jest charakterystyka Twojej usługi?
1. Odpowiedź na Twoje zapytanie dotyczące naszych produktów lub cen zostanie udzielona w ciągu 24 godzin.
2. Dobrze wyszkolony i doświadczony personel, który odpowie na wszystkie Twoje pytania płynnie po angielsku.
3. Oferowanie wsparcia w rozwiązaniu problemu w okresie składania wniosków lub sprzedaży.
4. Konkurencyjne ceny oparte na tej samej jakości.
5. Gwarantuj jakość próbek taką samą jak jakość produkcji masowej.
Gorące Tagi: Okulary ochronne Formowanie wtryskowe, Chiny, producent, dostawca, fabryka, dostosowane, hurtownia, zakup, jakość, najnowsza sprzedaż, wyprodukowano w Chinach
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.








